















Over-engineering is one of the most commonplace and most overlooked cost drivers in manufacturing. Unlike visible waste resulting from scrap, rework, or rejected parts, over-engineering is embedded in the design itself, not amenable to solutions through good practices in production. It often remains invisible until a supplier produces a quote, a design review uncovers unnecessary complexity, or a production team fails to manufacture a component economically. This ends up throwing light onto fundamental and early design decisions that set these downstream difficulties in stone.
Tolerances tighter than the assembly and functionality require; premium materials, specified for properties the product doesn’t exploit; and features added on a just-in-case basis. These all drive up manufacturing costs, lead times, inspection burdens, and supply chain risk. They typically don’t necessarily improve performance or add value in more obscured ways.
The problem is usually termed over-engineering – though in reality it might equally be viewed as an under-application of engineering. Typically it is the result of engineering decisions that are made without complete visibility of their downstream consequences.
The challenge is particularly significant in leading-edge product development, where engineers are under pressure to minimise technical risk, while simultaneously accelerating development schedules that reduce think-time. Conservative assumptions that appear to make sense in isolation can quickly compound across an assembly, resulting in products that are more expensive and difficult to manufacture than they need to be.
This guide explains what over-engineering looks like in real-world manufacturing environments, and why it occurs. We look at how it affects cost and lead time, and how Design for Manufacturing (DFM) principles can help engineering teams to eliminate unnecessary complexity. Doing this before parts and assemblies ever approach production pays huge dividends.
Key takeaways
- Over-engineering is not about quality; it is about specifying more precision, more features, excess parts, or more capable materials than the applications functionality requires.
- Tight tolerances are among the most expensive and easily overlooked forms of over-engineering and can dramatically increase machining, inspection, and setup costs.
- The most cost-effective place to eliminate over-engineering is during early design review, long before suppliers begin quoting or manufacturing.
- Direct communication with manufacturers is often the fastest way to identify design decisions that add cost without adding customer value.
What is over-engineering in manufacturing?
Over-engineering is the specification of greater precision, complexity, capability, or material performance than a part’s functional performance require or demand.
Importantly, over-engineering is a relative concept rather than an absolute one. A tolerance of ±0.005 mm is not inherently excessive, if it is required to maintain bearing alignment in a high-speed spindle. The same tolerance applied to a clearance hole that simply allows a bolt to pass through is a costly error.
Similarly, over-engineering should not be confused with quality. A well-engineered product is one that delivers exactly the performance required by its intended application. Under-engineering sacrifices performance by removing necessary capability. Over-engineering increases cost by adding capability that the application never uses.
For example, a sealing face on a hydraulic valve may genuinely require a surface finish of Ra 0.8 μm to ensure leak-free operation. A non-functional internal pocket wall machined to the same finish provides no practical benefit while greatly increasing cycle time and tooling requirements.
Over-engineering typically emerges from reasonable engineering instincts – the desire to make better, stronger, lighter, higher extrinsic quality – losing sight of the cost-benefit relationship. Safety factors, conservative tolerances, and premium materials often begin as risk-reduction measures. The challenge materialises when these decisions accumulate across dozens or hundreds of features and enter production, creating significant manufacturing complexity that no individual design choice appears responsible for.
The distinction is simple:
- Under-engineering specifies less than the application requires.
- Effective engineering specifies exactly what the application requires.
- Over-engineering specifies more than the application requires.
The goal is not to make products cheaper at the expense of performance. The goal is to ensure every specification contributes measurable value.

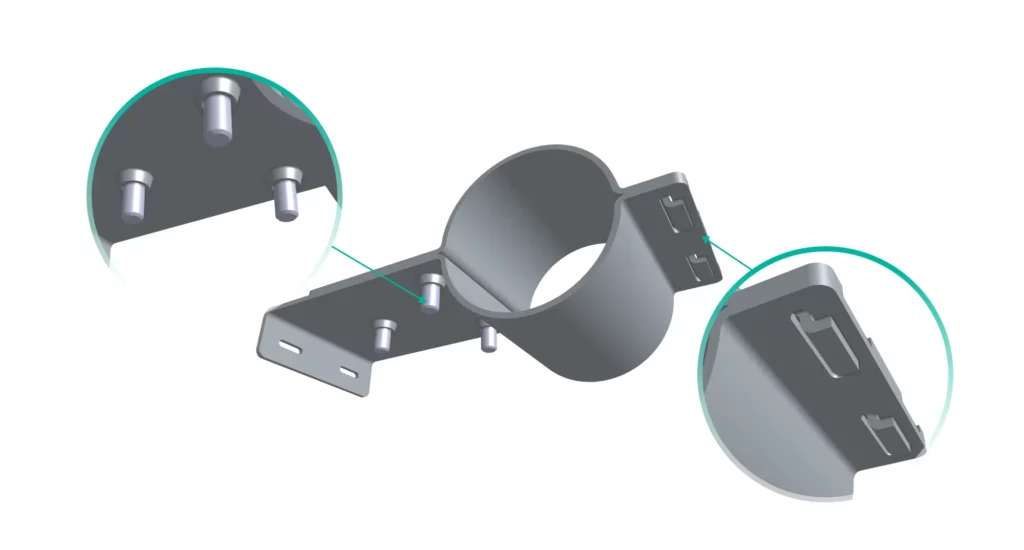
- The view on the left is CNC machined from Aluminum plate, requires multiple setups to get the sharp internal corners and will cost around $35-$55 at 1 off, depending on supplier. At volume it will never cost less than $20 without major redesign to reduce the machining complexity – which might bring it down to $3-5 in volume.
- The right hand view is an equivalent made in 2mm stainless steel plate. At rising volume, the laser cut (flat) part will cost from $5.0-$0.2 and the folding will cost around $5-20 depending on the supplier and volume. In volume this part will cost around $1, finished.
One is a nightmare to make, the other simple. The machined part is considered ‘over engineered’, when in reality it is simply lazily engineered for basic functional shape, without thought to cost. The sheet metal part is stronger, and simple/low cost to manufacture, weighing around 1.3 times the Aluminum part.
An effective design-stage DFM process will reject the Aluminum part.
Why over-engineering becomes a manufacturing problem
Over-engineering begins as a design decision but morphs into a manufacturing problem the moment that apparently good decisions must be translated into the hard reality of tooling, machining operations, inspection procedures, supply chain requirements, and production schedules.
What appears to be a minor design choice on a CAD model often carries substantial downstream consequences.
Customer requirements versus engineering asumptions
Many products become over-engineered because engineers design for hypothetical risks rather than actual customer or functional requirements.
A component that experiences a maximum load of 100 N may be designed to survive 1,000 N. In an aircraft component, this might be justified. In a consumer product, it is not. While safety factors are necessary, excessive application results in heavier parts, larger components, more expensive materials, and unnecessary manufacturing complexity.
The key question is not “Will this work?”, it is “What is the simplest solution that reliably meets requirements?”
Impact across the product lifecycle
The consequences of over-engineering extend beyond manufacturing.
Additional complexity affects:
- Product development costs
- Tooling investment
- Assembly operations
- Inventory management
- Field maintenance
- Warranty service
- Product redesign projects
A design decision made during prototyping can continue generating cost throughout the entire product lifecycle.
Hidden operational costs
Some costs never appear as line items on a manufacturing quote.
Examples include:
- Additional inspection time
- Increased supplier qualification requirements
- More complex assembly instructions
- Greater spare parts inventory
- Longer troubleshooting cycles
- Additional documentation requirements
These hidden costs can easily exceed the direct manufacturing savings achieved through simplification – and can often overwhelm the realistic cost of a part or assembly.
Why automated quoting platforms don't catch the issues
Automated quoting systems are sufficient for estimating basic manufacturing cost of non-exotic parts. They are fundamentally incapable of evaluating design intent – and the advent of artificial intelligence layers in these automated processes can barely affect this – AI cannot read the mind of the designer, and it cannot be fully equipped to analyse for imaginative and novel solutions, as its review is based on learned experience and past ‘equivalents’.
A quoting algorithm can identify that a tolerance will increase machining time. It cannot determine whether that tolerance is functionally necessary.
Likewise, software can detect an expensive material specification. It cannot reliably determine whether a lower-cost alternative would perform equally well – or fail catastrophically in out of quote-scope ways.
This is why living-mind supplier interaction remains the primary guard-rail. Experienced machinists, manufacturing engineers, and DFM reviewers can challenge assumptions in ways that software cannot. Jiga will introduce you to a range of capable suppliers, and we will not get between you in the conversation – but stand to one side to assist when required.
A capable supplier, with a developed understanding of the product is likely to identify that a ±0.025 mm tolerance on a clearance feature adds multiple machining operations without providing any functional benefit. Catching such an issue before production begins will save more money than could any post-production cost-down effort.
Common symptoms of over-engineering
Over-engineering rarely announces itself with fanfares. It is deep-embedded in drawings, material specifications, assemblies, and product architectures that can appear as perfectly reasonable, when scanning a drawing set. The challenge is that each over-emphasised decision adds a small cost or complexity, and these accumulate fast. When multiplied across dozens of features or hundreds of production units, the impact can easily become pivotal in the commercial success of the product.
These symptoms are among the most reliable indicators that a design review or supplier DFM assessment is warranted.
Tight tolerances beyond functional requirements
The most common form of over-engineering is unnecessary precision.
A designer may specify ±0.025 mm tightening to ±0.005 mm, simply because tighter tolerances appear to offer margin of security in the thousand decisions being made rapidly as a design progresses.
In reality, tighter tolerances frequently require:
- Additional machining operations
- Slower cutting speeds
- More expensive fixtures
- Additional setups
- Increased scrap rates
- More sophisticated inspection equipment
For example, a CNC-machined bracket may function perfectly with a ±0.1 mm tolerance on a mounting feature. Tightening that requirement to ±0.025 mm may double machining costs without improving performance.
Tolerance selection should always begin with function. A DFM mindset asks what would happen if this feature varies by 0.1 mm?”
If the answer is nothing critical, tighter tolerances are unlikely to create customer value.
Warning signs
- Every dimension has the same tight tolerance.
- General tolerances are tighter than industry norms.
- Critical and non-critical features receive identical tolerances.
- The drawing contains numerous geometric tolerances without clear functional justification.
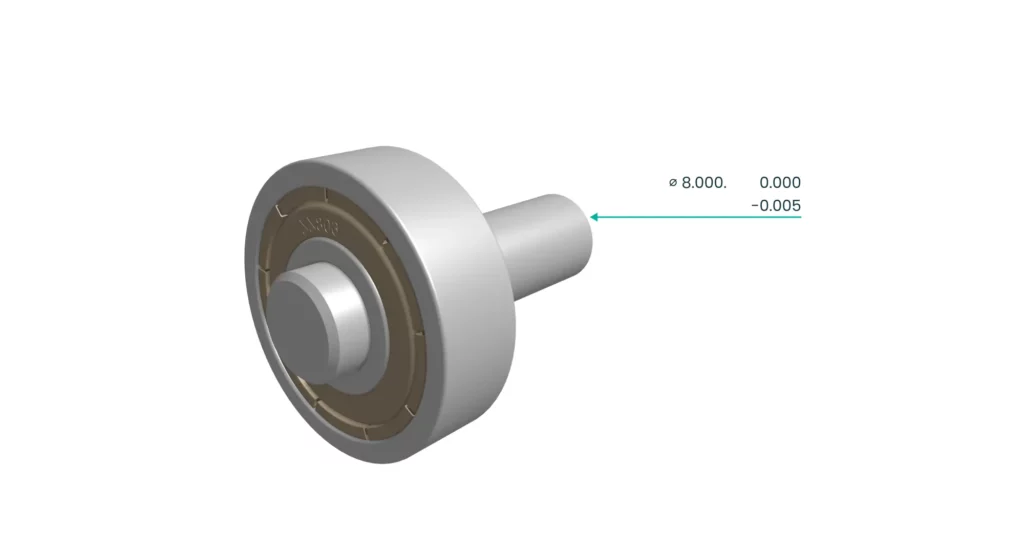
- A CNC lathe cannot hold to 5-micron. The machinist must use cylindrical grinding to deliver this tolerance.
- The cost more than doubles the shaft price, due to secondary (and increased precision) operations.
- Appropriately tolerancing (+0.01 mm / +0.02 mm) for a light press fit allows a 10-micron window, which a lathe can comfortably hold at high-speed. The part costs as much as 50% less than when over toleranced.
Excessive part counts
Many assemblies contain more components than necessary.
Common causes include:
- Designing around manufacturing limitations that no longer exist.
- Legacy architecture carried forward through multiple product generations.
- Excessive caution regarding serviceability.
- Failure to revisit assumptions after new manufacturing processes become available.
- Failure to up-stream assemblies into components through integration, or overmolding, or hybrid processes.
A sheet metal assembly consisting of ten brackets, fasteners, and spacers may be replaceable with a single formed component.
Similarly, multiple machined parts can often be consolidated through multi-axis CNC machining, casting, additive manufacturing, or overmolding processes.
Every additional component introduces:
- Procurement effort
- Inventory requirements
- Assembly labor
- Quality inspection
- Potential failure points
Reducing part count is often the fastest route to cost reduction. Opportunities for part-count – and for part differentiation count – reduction present in virtually every design. Part count is sometimes not quite the right term. It might be better described as part upsteaming moving a part or class of parts from a main box-build assembly stage to an intrinsic-precision sub-assembly stage. This can be direct part integration, making connected parts one, or indirect integration, adding a component into a tooled process to make a precision sub-assembly.
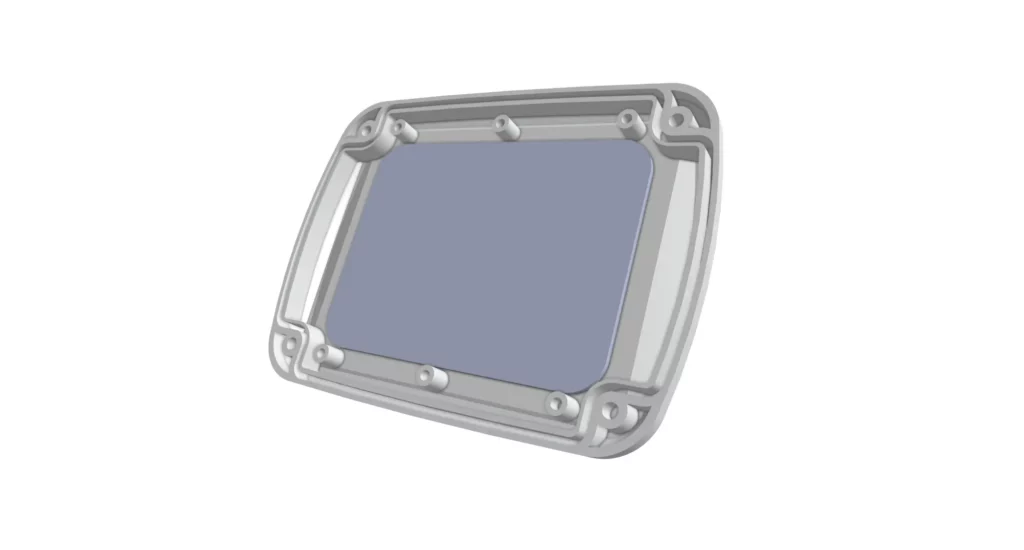
- Front case cost $0.7-$1.2
- Window cost $1-$2
- Gasket cost $0.2-$0.5
- Labor cost $1-$3
- Automation cost $20-$50k to enable high volume
Finished front case cost (no automation) $2.9-$6.7 for a part that represents high risk of field failure
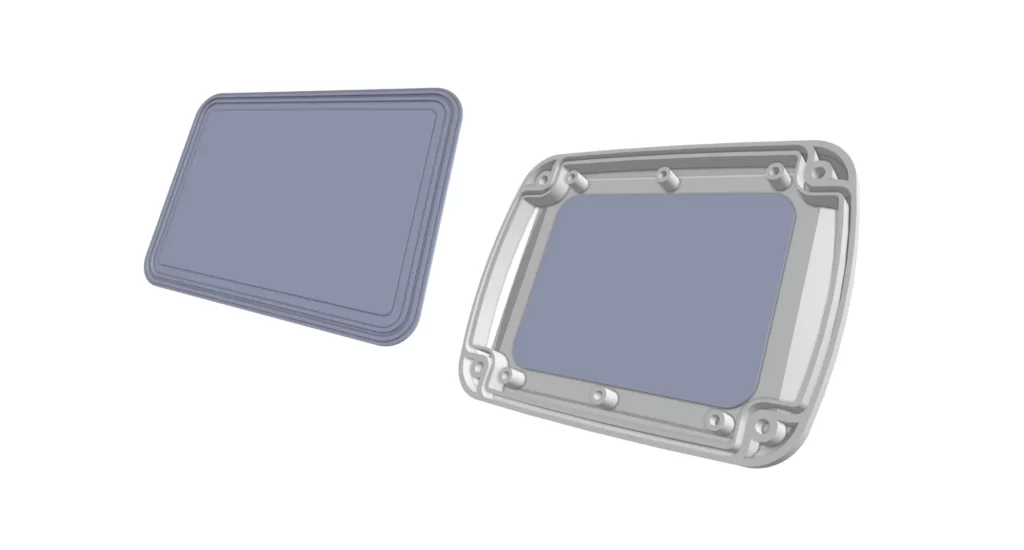
- Window molding cost $0.3-$0.5
- Labor cost $0.1 loading the window into the front case mold tool
- Front case cost $0.7-$1.2 (case molding unchanged from glued solution)
- Window tooling cost $3-$5k
Finished front case cost (no tooling) $1.1-$1.8 for a window that won’t fail due to touch pressure, or heat cycling, or chemical failure of a ‘wet’ bonding material
Premium material overuse
Material selection is a common source of (not so) hidden costs.
Engineers frequently choose materials based on maximum performance rather than required performance. The worst case reasoning may be appropriate – in life supporting parts – but often it is an action compensating for events that a) won’t happen and b) are not dangerous if they DO.
Examples include:
- Titanium where Aluminium would suffice.
- Inconel where stainless steel would meet requirements.
- Aerospace-grade alloys in commercial products.
- High-temperature materials operating at ambient conditions.
Premium materials increase:
- Raw material cost
- Machining cost
- Tool wear
- Lead time
- Supply chain risk
Material selection should always begin with application requirements – and current market norms where performance is sufficient – rather than material reputation. It is not always (perhaps even rarely) overspecifying an exotic material in place of a serviceable mundane option that creates the issue.
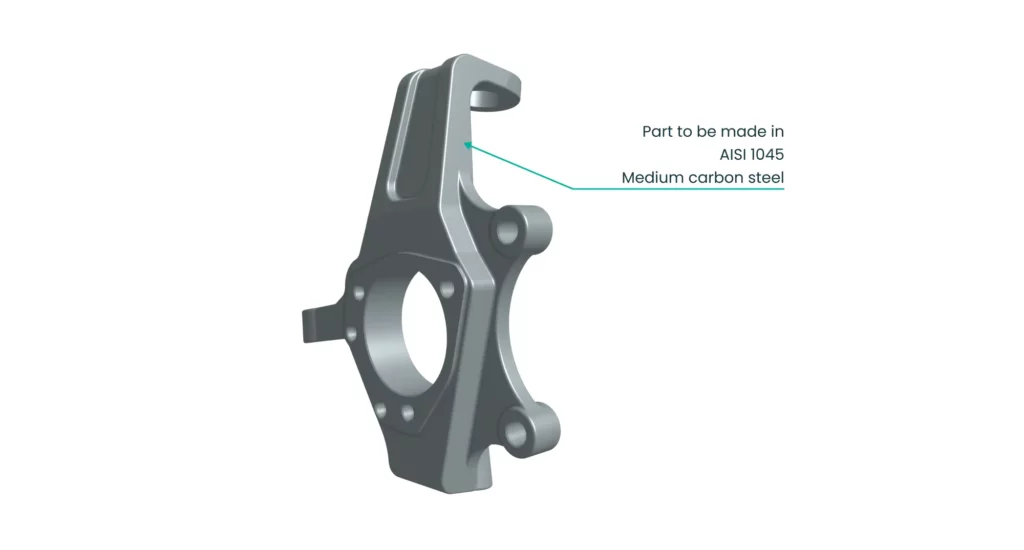
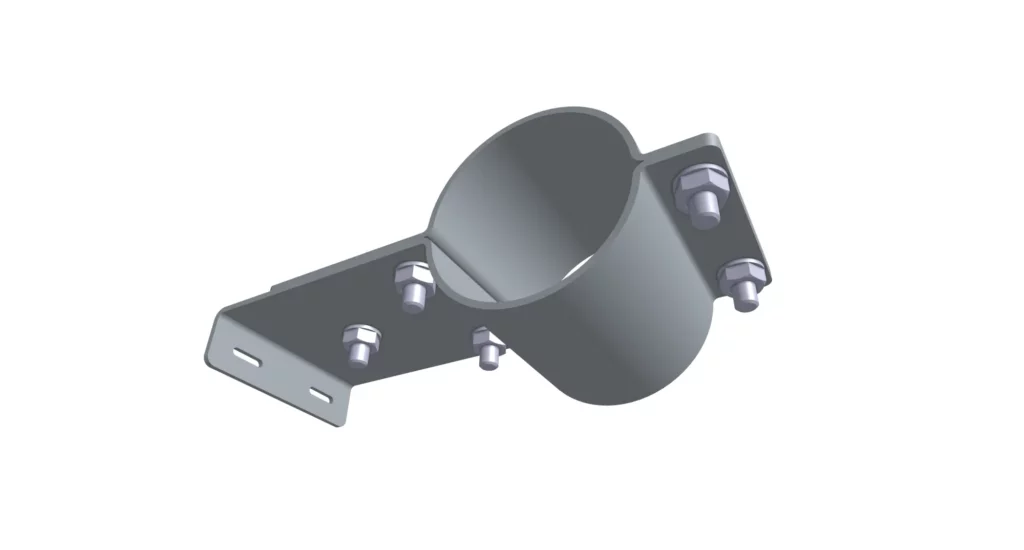
- This part would generally be made in ductile cast Iron ($0.90 per pound ($1.8 per kg cast)), rather than medium Carbon steel ($1.1 per pound ($5.50 per kg) raw billet not shaped).
- Steel parts like this are typically forged, rather than sand cast – ductile cast Iron can only be cast. Add $5 for the forging and $3k for forging tools.
- If forged, the CNC machining required in post processing will be greater, as more surfaces will need more cutting, approx doubling the cost to achieve required tolerances – ductile cast Iron machining $5, steel machining $10.
For 1k parts, that’s a component price (including amortizing $3k of tooling for the steel part) of around $15 in ductile cast Iron, and $38 in the specified steel The steel part will bottom out (at volume) at $35.
For a race car – where cost is less important than weight, and stresses are maximum – Titanium is the more likely choice, raising the price x10.
Firmware and electronics complexcity
Over-engineering is not limited to mechanical design.
Electronic products frequently accumulate additional:
- sensors
- processors
- software features
- communication protocols
Many of these capabilities may not be part of the customer requirements, and may have no functional benefit.
The result is:
- Higher development costs
- More validation effort
- Increased failure modes
- Longer support cycles
The same principles of simplicity apply equally to hardware and software systems.
Feature creep
Feature creep occurs when functionality is added incrementally without re-evaluating customer value.
Examples include:
- Additional setup/adjust mechanisms
- Unused mounting options
- Unnecessary configurability
- Cosmetic features that complicate manufacturing
Each feature may seem insignificant individually. Collectively they become the primary driver of complexity and ramped cost.
A useful question is – if this feature disappeared, would customers notice? If the answer is no, its cost-effect should be saved.
The real cost of manufacturing complexity
The costs of over-engineering are typically quantifyable with good analysis, but they rarely appear as a single line item. Instead, they emerge across manufacturing, procurement, inspection, logistics, and service functions, in a cost-creep that can be hard to pin down.
This distributed nature is one reason complexity remains difficult to identify.
High production costs
Every unnecessary specification carries a manufacturing cost.
| Design Decision | Manufacturing Consequence |
|---|---|
| Tight tolerance | Additional setups |
| Fine surface finish | Secondary operations |
| Exotic material | Increased machining cost |
| Complex geometry | Longer cycle time |
| Additional features | More programming time |
The cumulative effect can be substantial. In well supervised and effectively executed cases, reducing complexity lowers cost without affecting performance.
Longer lead times
Over-engineered designs frequently require:
- Specialized tooling
- Additional inspection
- Longer machine occupancy
- Limited supplier availability
Lead times increase because fewer manufacturers can economically produce the component. A simplified design expands supplier options and improves scheduling flexibility.
Tooling and capital expenditure increases
Complex designs often require:
- Custom fixtures
- Special tooling
- Dedicated inspection equipment
- Additional assembly equipment
These costs may be justified for high-volume production in high value products, but can be impossible to recover in more everyday-product programs.
Tolerance stack-up failures
Ironically, over-engineering can sometimes reduce product robustness. When multiple tight tolerances accumulate across an assembly, tolerance stack-up effects become more significant.
The result may be:
- Assembly interference and the need for tolerance allocation, driving up other part-costs.
- Reduced manufacturability is often a result, as materials and tolerances ramp up the difficulties.
- Increased rejection rates are inevitable, as production attempts to push the edges of the not-required requirements.
Effective functional tolerancing improves assembly performance, while typically reigning-in cost.
Increased maintenance and warranty costs
Over-complex and mis-specified systems generally contain:
- Additional (and occult) failure modes
- More replacement part demand
- Greater diagnostic complexity in-field
Simplified products are often easier to maintain and more reliable throughout their service life.
Competitive disadvantage
Over-engineering creates commercial disadvantages that extend beyond manufacturing. Competitors with simpler products may achieve:
- Lower product prices
- Faster delivery to market
- Higher margins
- Greater supply chain resilience
Engineering excellence includes cost competitiveness, not just technical performance.
Strategic solutions to prevent over-engineering
Preventing over-engineering requires systematic intervention throughout the design process.
The objective is not to cripple performance, but to eliminate waste-inducing specification items that do not enhance performance.
Design for manufacturing (DFM)
DFM is the most effective tool for identifying over-engineering before costs become embedded. Effective and timely DFM asks can this:
- feature be simplified?
- tolerance be relaxed?
- operation be eliminated?
- geometry be manufactured more efficiently?
Many opportunities become obvious once manufacturing perspectives are incorporated into design reviews.
Value engineering
Value engineering evaluates every aspect according to a simple principle:
Does this feature provide value proportional to its cost?
If not, modification or removal should be considered. Value engineering is most effective when applied before production setup and tooling investment.
Standardization and modular design
Standardized (either in-house or bought-part) components reduce complexity by:
- Simplifying procurement
- Reducing inventory
- Improving supplier availability
- Lowering qualification requirements
Whenever possible, designs should leverage existing components rather than introducing unique variants.
Applying the 80/20 rule
In many products:
- 20% of features deliver 80% of functionality.
Engineers should identify the features that genuinely drive performance and focus optimization efforts there.
- Not every dimension deserves equal attention or effort.
- Not every feature deserves equal precision.
- The goal is proportional engineering effort.
How to balance performance and simplicity in manufactured parts
Reducing over-engineering is not about cutting corners. It is about matching specifications to functional requirements. An effectively engineered product is not the one with the tightest tolerances, most advanced materials, or highest feature count. It is the product that delivers the required performance, at the lowest achievable cost and complexity.
The most successful engineering teams treat every specification as a design decision that must be justified.
Before releasing a drawing, engineers should ask why…
- Does this tolerance exist?
- Was this material selected?
- Is this surface finish required?
- Does this feature exist?
If the answer is unclear, the specification deserves review.
Start with functional requirements
Every dimension, tolerance, and material selection should be linked to a specific functional requirement.
For example:
- A bearing journal may require tight dimensional control because it directly affects rotational accuracy.
- A clearance hole may only require sufficient size to allow bolt installation.
Treating both features with identical tolerances creates unnecessary cost.
Separate critical and non-critical features
One of the most effective simplification techniques is classifying features according to functional importance.
Typical categories include:
Critical Features Affect
- safety
- sealing
- alignment
- assembly performance
Important Features Affect
- appearance
- component fit and function
- secondary functionality
Non-Critical Features
- Internal pockets
- Cosmetic geometry
- Clearance features
Critical features should receive engineering attention and tighter controls. Non-critical features should receive only the precision they must have.
Optimize rather than maximize
Many engineers unconsciously optimize for maximum performance. Manufacturing economics typically favor optimal performance.
| Requirement | Maximum Performance Approach | Optimized Approach |
|---|---|---|
| Material | Titanium | 7075 Aluminium |
| Surface Finish | Ra 0.4 µm | Ra 3.2 µm |
| Tolerance | ±0.01 mm | ±0.1 mm |
| Part Count | 12 components | 3 components |
The optimized approach often delivers identical customer value at substantially lower cost.
Design for inspection
Every specification item must ultimately be verified as justified and necessary.
- A positional tolerance of 0.01 mm may require a coordinate measuring machine.
- A runout tolerance may require dedicated inspection fixtures.
- A surface finish specification may require profilometer measurements.
Designing specifications that align with available inspection methods reduces manufacturing risk and cost.
Use data rather than assumptions
Many over-engineered specifications originate from worry-assumptions.
Questions such as:
- “What if the load doubles?”
- “What if the customer needs more precision later?”
- “What if the environment is harsher than expected?”
These are understandable but often unsupported by actual requirements. Data-driven engineering produces simpler, more competitive products.
How to choose suppliers who can help prevent over-engineering
Not all suppliers contribute equally to design optimization. Many manufacturers simply build exactly what the drawing specifies.
While this may satisfy contractual requirements, it does little to help engineers identify unnecessary complexity.
- The most valuable suppliers actively engage with design intent.
- They ask questions.
- They challenge assumptions.
- They explain cost drivers.
- They identify opportunities for simplification before production begins.
Joga has developed a broad stable of suppliers that meet our standards, both in ability to execute AND ability to integrate with their clients to achieve optimal outcomes. Jiga acts only to introduce and to support the relationship, never to stand between you and your chosen supplier.
Look for human DFM feedback
Automated quoting systems can identify manufacturability challenges. They cannot determine whether a specification is functionally necessary. Human DFM review remains the most effective method of identifying over-engineering.
An experienced machinist may immediately recognize:
- Tolerances that exceed application requirements
- Features that require additional setups
- Surface finishes that add cost without adding value
- Materials that are unnecessarily expensive
These insights often produce savings that exceed the entire cost of the review process.
Prioritize direct communication
The most effective manufacturing relationships involve direct communication between:
- Engineers
- Manufacturing engineers
- Machinists
- Quality personnel
Questions to be answered early are:
- Does this tolerance benefit the product?
- Could this feature be simplified?
- Is there a lower-cost material that would achieve the same result?
- Can more functions be integrated into fewer components?
These questions will usually generate significant savings opportunities. A well-timed, brief conversation can eliminate thousands of dollars in unnecessary manufacturing costs.
Evaluate DFM capability
Jiga selects suppliers who demonstrate:
- Design review capability
- GD&T understanding
- Manufacturing process expertise
- Material selection knowledge
- Inspection expertise
The ability to identify over-engineering before production begins is often more valuable than the ability to machine a part exactly as drawn.
Look beyond unit price
The lowest quote is often not the lowest total cost.
A supplier who proactively identifies unnecessary complexity may deliver:
- Lower production costs
- Faster lead times
- Fewer revisions
- Improved manufacturability
- Greater supply chain resilience
These benefits frequently outweigh small differences in piece price.
Why supplier feedback matters
Over-engineering is most efficiently caught at the supplier interface.
A manufacturing engineer who observes to the client that:
- This tolerance adds two setups.
- This surface finish requires honing.
- This material doubles machining time.
…provides information that may not be visible within the design environment.
Jiga facilitates these conversations by connecting engineers directly with manufacturers capable of providing practical DFM feedback before production begins.
The earlier these discussions occur, the larger the savings opportunity.
Conclusion
Over-engineering is perhaps the most pernicious and expensive source of manufacturing waste, as it is deeply embedded within design decisions, rather than a byproduct of production processes. Unlike scrap, downtime, or rework, it often remains concealed until a supplier produces an unexpectedly high quote, a manufacturing engineer reviews the dubious design decisions, or production costs begin exceeding expectations.
The root cause is rarely poor engineering. Most over-engineering originates from sensible intentions: improving reliability, increasing safety margins, reducing technical risk, or ensuring quality. The problem emerges when those decisions accumulate, without sufficient visibility into their downstream value-consequences.
Tight tolerances, premium materials, excessive part counts, unnecessary surface finishes, and feature creep all boost cost, lead time, inspection burden, and supply chain complexity. Individually these decisions may present as insignificant, but collectively they can determine whether a product is commercially viable.
The solution is not less engineering. The solution is better alignment between design intent, manufacturing reality, and the commercial effectiveness of the outcome. Design for Manufacturing, value engineering, supplier collaboration, and structured design reviews provide practical mechanisms for identifying specifications that add cost without adding customer value.
The most effective time to remove over-engineering is before a part is quoted, before tooling is purchased, and before production begins. A single, early DFM conversation can often eliminate more cost than months of post-production value engineering.
The best products are never the most complex. They are the products that achieve their functional objectives with the minimum necessary complexity, cost, and iteration.
Frequently Asked Questions
Why do tight tolerances increase manufacturing cost?
Tighter tolerances reduce manufacturing process variation allowances. This often requires slower machining speeds, additional setups, specialized tooling, more frequent inspection, higher scrap rates, and more expensive metrology equipment. As tolerances tighten, manufacturing costs rise disproportionately.
What is the difference between over-engineering and quality?
Quality means meeting functional requirements consistently. Over-engineering means specifying more precision, capability, or performance than the application requires. A high-quality product is not necessarily over-engineered. Likewise, an over-engineered product is not automatically higher quality.
How does DFM prevent over-engineering?
DFM introduces manufacturing expertise into the design process before production begins. It helps identify unnecessary tolerances, complex geometries, expensive materials, and avoidable secondary operations. By reviewing manufacturing implications early, engineers can simplify designs without sacrificing performance.
How do I know if my design is over-engineered?
Common indicators include unusually tight tolerances, premium materials without clear justification, excessive part counts, highly finished non-functional surfaces, multiple secondary operations, and supplier feedback questioning specific specifications. A useful test is to ask whether each requirement directly contributes to product function. If it does not, it may be adding cost without adding value.





