















In mechanical design and manufacturing, the terms tapped hole and threaded hole are typically interchangeable, but they describe two different aspects of internal threads. .
All tapping processes result in threaded holes, but threaded holes can also be created through thread milling, thread forming, molding, casting, threaded inserts, or non-tap thread rolling.
For designers and manufacturing engineers, this distinction is much more than semantics. Specifying “tapped” versus “threaded” on a drawing determines tooling, process capabilities, achievable tolerances, and cost. This guide clarifies the differences, explores manufacturing options, and provides practical decision frameworks for selecting the best threading approach for your material, geometry, and production volume.
Key takeaways
- A tapped hole is a threaded hole created using a tap tool, after drilling a pilot hole.
- A threaded hole is any hole containing internal threads, irrespective of the manufacturing process.
- Tapped holes are a subset of threaded holes, alongside thread milled features, thread formed features, molded/cast threads, and threaded inserts.
- Key decision factors include material hardness, thread precision, production volume, hole accessibility, and tolerance requirements.
- Use precise terminology on technical drawings – “tapped hole” implies a specific method, while “threaded hole” leaves manufacturing flexibility.
What are Tapped Holes?
Tapped holes are holes with internal threads carved into the side walls, much like the inside of a nut. They allow a screw or bolt to twist directly into a solid object, creating a strong, threaded connection that holds parts together without needing extra hardware on the back.
Tapping is one of the most common methods for producing internal threads in machined parts and is widely used across metals and, to a lesser extent, plastics. Taps may be cutting types, which remove material in the form of chips, or forming types, which displace material to form threads, by roll-forming not cutting.
Because tapping requires a correctly sized pilot hole and a tapping tool matched to the thread requirements, specifying a tapped hole is equivalent to specifying the exact manufacturing method. This provides consistency but reduces flexibility for the supplier, who may otherwise be able to offer better or lower cost alternatives.
Tapping works well for materials of up to moderate hardness and is ideal for high-volume production due to its speed and low per-hole cost. Challenges arise in blind holes, brittle materials, or small-diameter threads where the risk of tool breakage increases exponentially.

How tapped holes are created
- Pilot hole drilling using the appropriate tap-drill size as per ISO/ASME charts.
- Tapping (cut or roll form) using a cutting or forming tap.
- Coolant application and chip evacuation (critical for blind holes).
- Optional: thread gauging for quality verification.
When to specify tapped holes
- When a consistent method is required across suppliers.
- For high-volume production where tapping is typically the most economical approach.
- For softer metals and plastics where forming taps may deliver thread profiles with superior strength, compared with any cutting method.
Bottoming tapped holes
Bottoming taps allow threading almost to the bottom of blind holes, increasing usable thread length but requiring careful chip management and higher tool stress.

What is a threaded hole?
A threaded hole is any hole with internal threads designed to accept a similar spec threaded male component. Unlike tapped holes, the term “threaded hole” refers to the feature, and not the thread imposition method. Threads may be created by tapping, thread milling, thread forming, molding, casting, or by installing threaded inserts.
Designers often specify “threaded hole” on drawings when they want the supplier to choose the most appropriate method based on material, tooling, accessibility, and production volume. This flexibility can reduce costs and improve manufacturability, especially in CNC environments where thread milling provides superior accuracy for certain geometries.
Key features of threaded holes
- Defined by thread profile (ISO metric, UNC, UNF, etc.)
- Must accord with positional, pitch diameter, and depth tolerances
- Can be blind or through holes
- Can be produced by various processes
Threaded holes as a design feature
Threaded holes serve as structural fastening points, providing removable attachments that satisfy strength, assembly speed, and manufacturability needs.
Manufacturing methods for threaded holes
Threaded holes can be produced by:
- Cutting taps
- Forming taps
- CNC thread milling (or turning)
- Rolling or forming
- Molded or cast-in threads
- Threaded inserts
Tapped holes vs Threaded holes: Key differences
The distinction is essentially between process and feature. A tapped hole is a threaded hole produced using a tapping tool. A threaded hole can be made by any one of a variety of methods.
| Attribute | Tapped Hole | Threaded Hole |
|---|---|---|
| Definition | Thread created using tap cutting or forming tool | Any hole with internal threads |
| Describes | Manufacturing method | Final feature |
| Methods Included | Cutting tap, forming tap | Tapping, thread milling, forming, molding, inserts |
| Flexibility | Low - specific process required | High—supplier chooses method |
| Best For | High-volume, soft-to-medium materials | Precision threads, difficult materials, complex geometry |
| Documentation Impact | Requires tap size and spec | Requires only thread specification |
| Control | High process control | High design flexibility |
Manufacturing processes for creating threaded holes
It is important to recognize all of the choice-influences in the selection process. This requires recognition of the overlapping of optimal choices that applies, requiring a detailed understanding of the available methods in order to make an informed choice.
Tapping (cutting and forming)
Cutting taps remove material; forming taps displace material to form higher strength threads in more ductile metals. These options are fast and economical, but ideal only for limited material hardness, thread profile and thread diameter ranges.
CNC thread milling
Thread milling uses a helical toolpath and a single or multipoint cutter that carries the thread profile. This approach uses a CNC mill to cut threads with exceptional accuracy. Advantages include:
- High precision and surface finish
- Capable of threading hardened metals
- Ideal for large or custom threads and heavy profiles
- Eliminates risk of tap breakage in blind holes

Thread forming and rolling
Material is displaced rather than cut, producing stronger threads with improved fatigue resistance. Requires ductile materials.

Threaded inserts
Helicoils, Keenserts, riv-nuts and both heat-set and molded-in inserts reinforce threads in soft and/or thin materials (Aluminum, plastics). Ideal for assembly-heavy designs and repeated use.

Integral threads from molding and casting
For high-volume production, internal threads can be molded or cast directly into components. This commonly involves hydraulic or electrically rotated core pins that retract to allow ejection from a tool.
It is also possible to invest and sand cast threads, the former allowing fiber threads that are impractical in sand casting.
Laser cutting (for plate and thin-wall components)
Laser-cut holes are often used to prepare for internal threads in thin materials (by insert use) where tapping is not feasible.
Material considerations: Tapped holes vs Alternative methods
When selecting a threading method, material properties are typically a primary driver. Softer and more free-cutting metals such as Aluminum or brass are well suited to tolerating tapped holes, as cutting or forming taps easily produce threads without excessive tool wear.
Harder metals such as stainless steel or Titanium may benefit from thread milling, which reduces tool stress and improves precision. Thread forming works well for ductile metals but is unsuitable for brittle materials.
Plastics and composites often require inserts or molded threads to ensure strength and durability.
| Material | Tapping Suitability | Thread Milling Advantage | Forming Suitability | Recommended Method |
|---|---|---|---|---|
| Aluminum alloys | Excellent | High precision | Excellent | Forming tap or milling |
| Brass | Excellent | Moderate benefit | Good | Tapping |
| Mild steel | Good | Good | Good | Tapping or milling |
| Stainless 300 | Moderate (galling risk) | Excellent | Poor | Thread milling |
| Hardened steel | Poor | Excellent | Very poor | Thread milling |
| Titanium | Moderate (springback) | Excellent | Poor | Milling |
| Cast iron | Good (short chips) | Moderate | Poor | Cutting tap |
| Plastics | Good (care needed) | Good | Poor | Inserts or forming taps |
Tapped vs Formed thread strength
Formed threads often exceed cut threads in tensile and profile-shear strength, as the grain flow and microcrystalline structures that result offer greater load distribution and less local stress concentration points.
Design considerations: Tapped holes vs Threaded holes
When to specify "Tapped hole" vs "Threaded hole"
Specify tapped hole when:
- the process is critical for strength
- forming taps are required
- consistency across suppliers matters
Specify threaded hole when:
- flexibility benefits the manufacturer
- alternative methods may reduce cost or improve accuracy
Design features favoring tapping vs thread milling
Design features that favor tapped threads typically occur at blind holes, under confined geometries that prevent machine access, making tapping the most accessible/feasible method. Small-diameter threads, high aspect-ratio holes, and materials that cut cleanly – such as Aluminum, mild steel, and Brass – also respond well to tapping. When manufacture demands fast, repeatable production, or economical tooling, tapped threads are advantageous. They are especially effective in components with only moderate precision needs, where thread milling offers no added value.
Features in part design that favor thread milling include applications requiring tighter than typical tolerances, superior surface finish on the threads, and improved thread concentricity (low runout or ovality. This tends to suggest high-performance assemblies and threads for regular repeat tightening/removal. Thread milling performs better in harder materials, and in cutting deep or large-diameter threads. It is ideal when a design demands an optimized thread fit, precise control over pitch diameter, or identical profile tooling for multiple thread diameters in the same part. Complex geometries, interrupted cuts, and features near edges or thin walls are often improved by the lower cutting forces of thread milling.
Tolerance specification and method selection
Tolerance requirements play a major role in selecting the right thread-cutting method for any particular hole. When a design specifies tight pitch diameter control, precise perpendicularity, or consistent thread engagement, thread milling is often preferred because CNC interpolation allows fine adjustment of thread size and reduced risk of tool deflection.
For standard tolerances or high-volume parts, tapping is typically more suitable, offering speed and repeatability but reduced flexibility. In hard materials, tolerance drift from tool wear may favor thread milling. Conversely, formed threads may be chosen when tolerance bands allow slight material displacement but demand superior strength and smooth surface finish in more ductile materials.
Metric thread tolerances
A typical male/female thread pair specification might read:
M8 x 1.25 – 6H6g
M8 is the nominal thread diameter, 8mm. 1.25 is the pitch (peak to peak measure of the thread profile. The number (4-8) indicates tolerance tightness, where smaller numbers mean tighter fit. The upper-case letter H specifies it’s internal, lower-case for the external, specifies the fit (H is standard for internal fit, g is standard for external.

The class if fit # number puts thread tolerances into 5 general bands:
- 4 – High precision.
- 5 – Moderate precision, typical for external threads only.
- 6 – General fit.
- 7 – Moderately loose, for external threads typically
- 8 – Very loose.
Further identifiers for the allowance adjustment in a metric thread designate the fit of a thread pair.
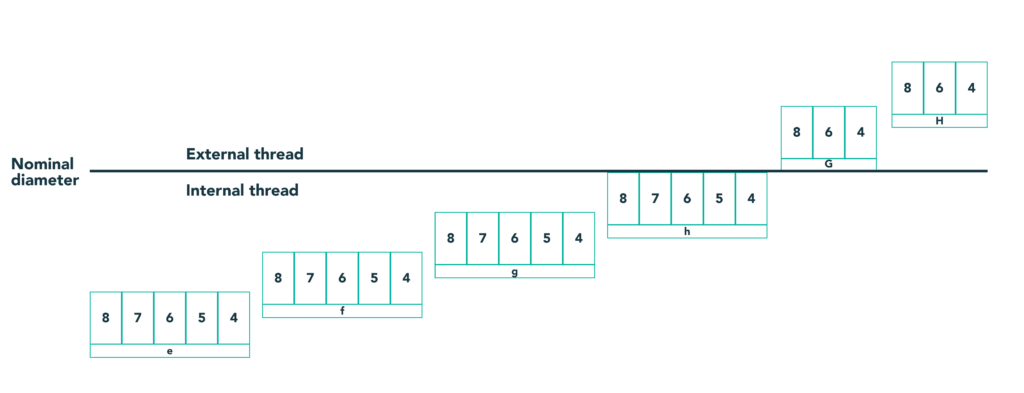
The four allowances denoted as upper case (external) and lower case (internal) are:
- e – Very loose, external threads.
- f – Loose, external threads.
- G/g – For common use internal threads and loose application external threads.
- H/h – For common use external threads and accurate application internal threads.
These categories allow several classes within each, identified above (4-8), combining to offer a very detailed specification – for metric threads.
Blind vs Through holes
- Blind holes increase the risk of chip packing during tapping
- Thread milling avoids chip issues and achieves full-depth threads safely
Cost and production volume considerations
| Method | Setup Cost | Per-Part Cost | Tool Life | Best Volume |
|---|---|---|---|---|
| Tapping | Low | Very low | Moderate | High |
| Thread Milling | Medium | Medium | High | Low–medium |
| Forming | Low | Low | High | High |
Volume-based decision framework
Production volume strongly influences thread-cutting method choice.
- High-volume production typically favors tapping because it offers fast cycle times, low per-part cost, and simple tooling.
- Forming taps suit medium-to-high volume when stronger threads are required.
- Lower-volume or high-mix environments benefit from thread milling, which provides flexibility, adjustable tolerances, and fewer dedicated tools.
How to choose between tapping and other threading methods
Decision criteria checklist
- Material hardness
- Required tolerances
- Thread depth (blind vs through)
- Production volume
- Strength requirements
- Tool accessibility
- Cost constraints
- Surface finish needs
When to specify the method vs the feature
It is normal to specify the threading method primarily when it is critical to function, such as in hard materials, thin walls, tight-tolerance assemblies, or when a formed or milled thread is required for strength or precision.
In most other cases – particularly standard holes, common materials, or moderate tolerances – it’s better to specify only threaded and allow the manufacturer to choose the most efficient, cost-effective method based on their tooling and process capability.
Summary
Tapped holes represent a specific method, namely tapping, while threaded holes describe the final feature rather than the process of forming it. Understanding the distinction helps designers facilitate manufacture by selection of the most appropriate threading process, based on material, precision, geometry, and production volume.
Tapping is time and setup-efficient and cost-effective for many materials, while thread milling, forming, molding, casting, and inserts expand the toolbox for challenging applications. Through Jiga’s manufacturing network, engineers can access suppliers with a full range of threading capabilities, ensuring the optimal process for every design.





