Press fitting (also called interference fitting) is perhaps the most ancient form of metal joining, relying on elastic and plastic part deformation to couple an inserted part to a receiving part.
It is, in many ways, the metalworking equivalent of NAILING parts together! A Bronze Age swordsmith would very clearly understand the up-to-date approach to press fitting and the precision issues that it implies.
It’s a common and highly current mechanical assembly technique where two parts are joined by forcing one into the other, typically with a cylindrical interface, with precise dimensional tolerances – in modern processes.
The use of press fits predates all modern technologies, but the understanding of the fundamental behavior and the ability to manufacture parts with very high precision and tight tolerances has enabled the refined use of the approach to become a cornerstone in most mechanical assemblies and moving (and non-moving) part interactions.
The ability to selectively create tightly controlled interferences from the tightly fixed to the smoothly running creates options in friction and radial stress, ensuring a secure, permanent connection without fasteners or adhesives.
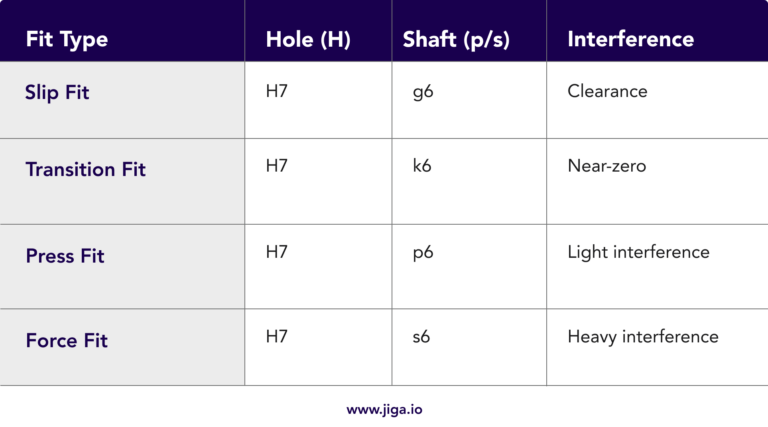
Two analysis methods are used in defining the fit of a shaft and a hole. These are termed ‘shaft basis’ and ‘hole basis’. As holes are simpler to manufacture with precision, the shaft-basis approach is more typical. Shaft-basis is typical when the shaft is a pre-existing and fully defined component – for example, when parts are to be made to fit a purchased precision bar/rod. Adjustment of a shaft to fit a pre-existing hole is how hole-basis operates.
The process and interference implications are identical. The difference lies entirely in which part is adjusted to define the fit.
This guide details the fundamentals, tolerances, engineering calculations, material options, surface finishes and common applications/troubleshooting of press fits. It is presented from the more common, hole-basis perspective.