















Titanium, and alloys derived from it, are among the most commonly specified engineering materials in aerospace, medical, defense, motorsport, marine, and high-performance industrial applications. The unique combination of high strength-to-weight ratio, extreme corrosion resistance, excellent fatigue resilience, and biocompatibility allows it to address design challenges that lower specification, more conventional alloys cannot.
Unfortunately, the same properties that make Titanium attractive also make it one of the most intractable and expensive engineering materials to manufacture in.
- One of the most influential properties is its low thermal conductivity. This concentrates heat at the cutting edges, to a harmful and costly degree.
- High strength increases cutting forces. This increases both too/machine vibration and potential position error, when part clamping is sub-optimal.
- Elasticity in the part being machined further exacerbates chatter and dimensional instability.
- Chemical reactivity at high temperature accelerates tool wear.
The result is a material that can quickly turn expensive stock into wildly expensive scrap, when the machining process is not tightly controlled.
The differentiation between a supplier that truly understands Titanium and one that merely offers to machine it, is measured in tool life, part precision, surface quality, delivery reliability, and ultimately in cost per part.
This guide explains how Titanium behaves during machining, how to design titanium components for manufacturability, how to evaluate suppliers, and how to determine whether titanium is the correct material in the first place.
It illustrates how Jiga services can enhance your supplier engagement and outcomes, without padding costs or standing between you and the qualified supplier you select from our stable.

Key takeaways
- Titanium’s low thermal conductivity concentrates cutting heat at the tool edge, preventing its dissipation into the workpiece.
- Grade 5 (Ti-6Al-4V) accounts for approximately half of all commercial Titanium usage.
- Carbide tooling, advanced coatings, aggressive coolant delivery, and rigid setups are essential for successful machining.
- Buy-to-fly ratio frequently dominates Titanium part economics.
- DFM decisions have a deeper influence on Titanium part pricing than on Aluminium or steel components, as the material offers less room for error in design and processing.
What is titanium CNC machining
Titanium CNC machining describes the use of computer-controlled subtractive manufacturing processes to deliver precision components, both from commercially pure Titanium and alloys based on it.
Typical operations include:
- 3-axis milling
- 5-axis milling
- CNC turning
- Mill-turn machining
- Drilling
- Boring
- Tapping
- Thread milling
- Surface finishing
Unlike Aluminium machining, Titanium processing requires dedicated material property and cutting behavior knowledge, specialized tooling, aggressive thermal management, and significantly greater attention to workholding and vibration control.
A shop capable of machining Aluminium is not intrinsically capable of machining Titanium with precise, high quality, and cost-effective outcomes.
Why titanium is difficult to machine
Titanium’s reputation as a difficult material comes from several mutually-reinforcing mechanisms.
Low thermal conductivity
Titanium’s thermal conductivity is approximately 6.7 W/m·K.
Aluminium is approximately 167 W/m·K.
Instead of carrying heat away from the cutting zone, Titanium retains it at the tool edge, dramatically accelerating wear.
Work hardening
Where tools lose their edge and begin to rub,rather than cut, localized work hardening occurs very quickly.
Subsequent passes encounter harder material, increasing cutting loads, heat generation, and tool degradation.
Elastic modulus and springback
Titanium is less stiff than steel. While this enhances the resilience/toughness of the material, definitively improving part performance, it levels increased challenge in manufacture.
Components tend to deflect under cutting forces and spring back after machining, creating dimensional challenges and chatter. The greater the aspect-ratio of features, the larger the process-degrading influence of this property.
Chemical reactivity
Although Titanium possesses very high levels of chemical resilience under normal usage conditions, it can readily react with cutting tools, in the elevated temperatures at the point of ablation.
Tool coatings are essential to minimizing the resultant adhesion and built-up edge formation that otherwise rapidly degrades cutting quality, and causes thermal runaway/adhesion feedback.
Key mechanical properties of titanium
Strength-to-weight ratio
Grade 5 Titanium delivers approximately three times the tensile strength of 6061-T6 Aluminium while weighing roughly half as much as steel.
Corrosion resistance
A stable oxide layer provides excellent resistance to:
- Saltwater
- Chlorides
- Chemical processing environments – acids and alkaline attack
- Biological fluids
Biocompatibility
Titanium is the preferred material for:
- Orthopedic implants
- Dental implants
- Surgical tools
- Trauma fixation devices
It minimizes tissue reaction and the development of disruptive plaques in implants, offering improved rejection and longer term stability in-place.
Fatigue performace
Titanium performs exceptionally well under cyclic loading, making it suitable for:
- Aircraft structures
- Racing components
- Rotating equipment
This is a direct consequence of the elevated levels of toughness and elasticity that make the machining process more intrinsically challenging.
Titanium CNC machining challenges
Tool wear
Rapid heat generation and the difficulty of dissipating this heat causes:
- Edge breakdown
- Coating failure
- Crater wear
- Chipping
This can be countered to a degree by aggressive cooling strategies, but the most effective process reduces the heat at source, using sharp tools, moderated feed rates, and non-aggressive cutter engagement.
Chatter
Long tools, thin walls, and inadequate fixturing can quickly create instability.
The beneficial properties sought in using Titanium for challenging applications are directly responsible for this, and accommodation must be reached.
Chip evacuation
Titanium generates hot, hardened and abrasive chips that must be removed efficiently.
Where they pool due to pocketing, severe recutting difficulties always result, accelerating tool wear, edge buildup, and precision/finish issues.
Surface integrity
Poor process control can create:
- Surface tearing
- Smearing
- Residual stresses
- Microcracking
This can result in a range of problems that can destroy part quality and durability:
- Degraded corrosion resistance
- Fracture initiation that can directly induce catastrophic failure
- Residual stresses that result in distortion
Machine tool requirements for titanium
Many cost and quality problems originate from improper machine selection and capability issues.
A Titanium-capable machining center should ideally include:
- High spindle torque
- Through-spindle coolant
- Rigid spindle construction
- Thermal compensation
- Shrink-fit or hydraulic toolholding
- High-pressure coolant systems
Machine rigidity matters more than peak spindle speed. High flexibility can only be compensated for by reduced cutter penetration and restricted feeds, greatly increasing part cost.
A high-speed Aluminium-appropriate machining center will generally perform poorly on Titanium.
Best practices for titanium machining
Titanium is more unforgiving than most other materials, so adherence to best-practice is more important, to deliver useful and cost-effective outcomes.
Carbide tooling
Solid carbide remains the standard solution.
Benefits:
- Heat resistance
- Stiffness
- Wear resistance
While these tools increase equipment costs, alternatives cannot match the performance or durability in processing Titanium.
AlTiN and TiAlN coatings
Modern coatings provide:
- Reduced friction
- Improved thermal resistance
- Extended tool life
Best performance requires these coatings, despite their cost.
Lower surface speeds
Titanium generally requires lower cutting speeds than Aluminium, though surprisingly high feed rates can be used.
Higher speeds typically increase heat generation disproportionately, harming overall productivity.
Maintain chip load
Titanium responds better to lower cutter RPM and higher feed rates than to high-speed light-feed strategies that serve in other metals.
Adaptive toolpaths
Improved CAM strategies significantly enhance Titanium machining.
Examples include:
- Adaptive clearing
- Trochoidal milling
- Constant engagement roughing
- Dynamic milling
These reduce heat concentration and extend tool life.
Coolant strategy
Coolant is critical in producing high quality and cost effective processing of Titanium.
Flood coolant
This is suitable for many standard operations, though chip-throw and cutter momentum can reduce coolant penetration to the cut face in pockets and with smaller cutters. necessitating reduced material removal rates.
Through-spindle coolant
Highly recommended for:
- Deep drilling
- Pocketing
- High-aspect-ratio features
This guarantees coolant delivery at the cut, irrespective of chip presence or cut conditions, allowing optimized material removal (and chip flushing) in difficult conditions
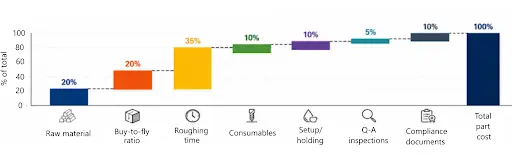
Cost drivers in titanium CNC machining
Many engineers focus on the materials headline price, while overlooking the other, and often more significant contributors.
Raw material cost
Titanium stock may cost:
- Grade 2: $20 to 40/kg
- Grade 5: $30 to 60/kg
depending on form and certification status.
For comparison purposes, super-duplex stainless steel commonly costs less than $35/kg.
Machining time
Titanium removal rates are dramatically lower than those for Aluminium, resulting in 3 to 8 times the machine-time – on typically more expensive equipment.
Cycle time frequently dominates the material contribution to part cost.
Tool consumption
Titanium consumes tooling significantly faster than other metals, even when the most appropriate materials and coatings are used.
More expensive tools, with short operational life is a significant cost contributor.
Inspection requirements
Aerospace and medical components typically require more thorough and higher production frequency inspections. These include:
- CMM evaluation
- Traceability of records
- Detailed first article inspection reports (FAIR)
- Material certification (certificate of conformity, CofC, and high authority sources)
Setup complexity
Multi-axis setups add cost but may reduce total cycle time, by improving overall cutter access and allowing orientation for better chip evacuation.
High rigidity fixturing, and cold fitted or hydraulically locked tooling also increase setup costs.
Buy-to-fly ratio: The hidden cost driver
One of the most important Titanium machining concepts is buy-to-fly ratio. Buy-to-fly ratio measures:
Material Purchased ÷ Finished Component Weight
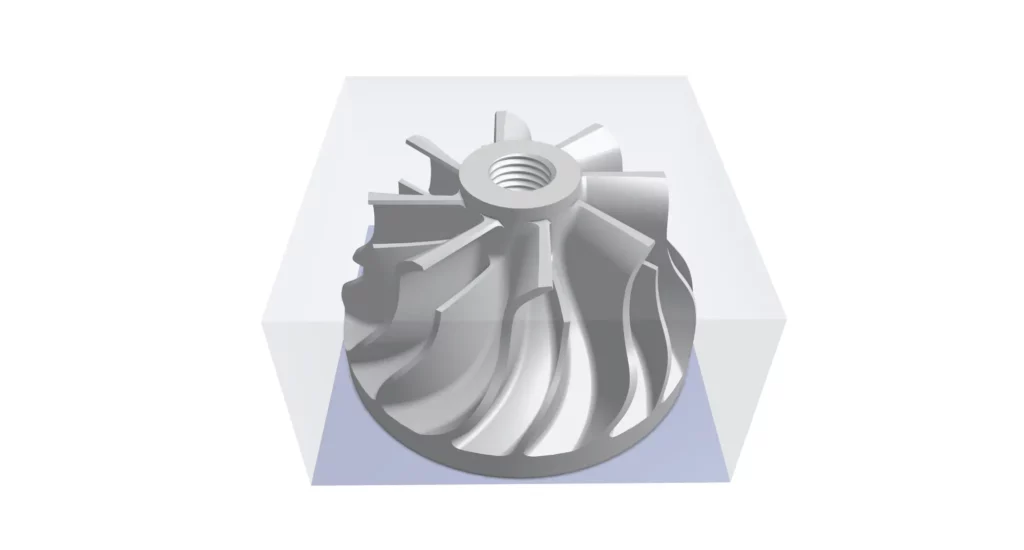
Example of the impeller in Fig1:
- Billet weight = 1 kg
- Finished part = 0.23 kg
Buy-to-fly ratio ~ 4:1
Many aerospace components operate between:
- 6:1
- 12:1
Complex and open-form structural parts that minimize weight and may use generative design for optimized stress distribution may exceed 20:1.
This means material waste often becomes a larger cost driver than machine time.
Reducing buy-to-fly ratio through hybrid processes, starting with:
- Forgings
- Near-net, cast preforms
- Additive manufacturing
can dramatically reduce costs, offsetting 80 to 90% of the material removal/waste.
Designing for manufacturability (DFM) in Titanium
Given the high cost of material and processing, small design improvements can have disproportionately large impacts on processing costs, material consumption, machine time and final part price.
Increase internal radii
Larger radii permit larger cutters, improving all machining properties, where access is possible. Cutting with larger cutters is faster AND better quality.
Larger cutters increase rigidity, improve chip extraction, and reduce cycle time while maintaining cut quality.
Avoid deep narrow pockets
These require long tools and increase chatter risk. They also make both cooling and cuttings extraction more challenging.
Maintain wall thickness
Thin walls create vibration and distortion, so holding lower aspect ratios in all features, where possible, allows improved part quality, better surface finish, AND increased material removal rates.
Relax tolerances where possible
Unnecessary tolerances significantly increase cost, as with any machined part. Apply tight tolerances with careful consideration of the functional need.
Design for tool access
Avoid inaccessible features that require special tooling – in particular, minimize the use of long series cutters.
Minimize cosmetic surface finish requirements
Additional finishing passes increase both machining time and tooling costs. Titanium is poorly adapted to cosmetic finishes. Typically, Titanium parts have a moderate, engineering finish that helps to identify them as service parts with a job to do, rather than a cosmetic impression to deliver.
Inspection and quality assurance
Titanium is frequently used in more highly regulated industries, requiring thorough records and extreme traceability.
Inspection may include:
- CMM verification
- Surface roughness measurement
- Material certification
- First Article Inspection Reporting (FAIR)
- Statistical Process Control (SPC)
- Lot traceability
These activities contribute significantly to total project cost, though this tends to be on less cost sensitive applications where components carry life-dependency.
Common titanium grades
Each grade has strengths and weaknesses of its own. It is not a case that any one is intrinsically better than others, more a question of which one fits the requirements of a particular component more closely.
Grade 2
Applications:
- Marine exposed high stress parts
- Chemical processing
- Heat exchangers
Benefits:
- Excellent corrosion resistance
- Good weldability
- Lower cost
Grade 5 (Ti-6Al-4V)
Applications:
- Aerospace
- Medical
- Motorsport
Benefits:
- High strength
- Fatigue resistance
- Excellent structural performance
Grade 5 Titanium outperforms grade 2 in many regards, but it’s considerably harder to work and offers somewhat lower corrosion resilience.
Grade 23
This is a medical-grade variant of Grade 5 that has been optimized for implant applications, with better tissue acceptance and lower rates of plaque development.
Applications of titanium CNC machining
Aerospace
Examples:
- Structural brackets
- Airframe fittings
- Landing gear hardware
- Engine mounts
- Compressor components
Medical
Examples:
- Joint replacements
- Bone plates
- Dental implants
- Surgical instruments
Marine & chemical processing
Examples:
- Pump housings
- Valve bodies
- Heat exchanger components
Titanium vs aluminum
| Property | 6061-T6 Aluminium | Ti-6Al-4V Grade 5 Titanium |
|---|---|---|
| Density (Lower = Better) | ★★★★★ | ★★★☆☆ |
| Tensile Strength | ★★☆☆☆ | ★★★★★ |
| Yield Strength | ★★☆☆☆ | ★★★★★ |
| Strength-to-Weight Ratio | ★★★☆☆ | ★★★★★ |
| Fatigue Resistance | ★★★☆☆ | ★★★★★ |
| Corrosion Resistance | ★★★☆☆ | ★★★★★ |
| High Temperature Performance | ★★☆☆☆ | ★★★★★ |
| Wear Resistance | ★★☆☆☆ | ★★★★☆ |
| Biocompatibility | ★☆☆☆☆ | ★★★★★ |
| Machinability | ★★★★★ | ★★☆☆☆ |
| Tool Life During Machining | ★★★★★ | ★★☆☆☆ |
| Surface Finish Achievability | ★★★★★ | ★★★★☆ |
| Weldability | ★★★★★ | ★★★☆☆ |
| Formability | ★★★★★ | ★★☆☆☆ |
| Material Cost | ★★★★★ | ★★☆☆☆ |
| CNC Part Cost | ★★★★★ | ★★☆☆☆ |
| Prototype Suitability | ★★★★★ | ★★★☆☆ |
| Large Component Suitability | ★★★★★ | ★★★☆☆ |
| Aerospace Structural Suitability | ★★★★☆ | ★★★★★ |
| Medical Device Suitability | ★★☆☆☆ | ★★★★★ |
| Marine Environment Suitability | ★★★☆☆ | ★★★★★ |
| Chemical Processing Suitability | ★★☆☆☆ | ★★★★★ |
Choose titanium or aluminum when
| Requirement | Preferred Material |
|---|---|
| Lowest cost | 6061 Aluminium |
| Fastest machining | 6061 Aluminium |
| Lightweight general-purpose structures | 6061 Aluminium |
| Aerospace load-bearing components | Ti-6Al-4V |
| Medical implants | Ti-6Al-4V |
| Corrosive marine service | Ti-6Al-4V |
| High fatigue loading | Ti-6Al-4V |
| Maximum strength-to-weight ratio | Ti-6Al-4V |
| Rapid prototyping | 6061 Aluminium |
| Extreme performance applications | Ti-6Al-4V |
Titanium vs stainless steel
| Property | 316 Stainless Steel | Ti-6Al-4V Grade 5 Titanium |
|---|---|---|
| Density (Lower = Better) | ★☆☆☆☆ | ★★★★☆ |
| Tensile Strength | ★★★☆☆ | ★★★★★ |
| Yield Strength | ★★★☆☆ | ★★★★★ |
| Strength-to-Weight Ratio | ★★☆☆☆ | ★★★★★ |
| Fatigue Resistance | ★★★☆☆ | ★★★★★ |
| Corrosion Resistance | ★★★★★ | ★★★★★ |
| High Temperature Performance | ★★★★☆ | ★★★★★ |
| Wear Resistance | ★★★★☆ | ★★★★☆ |
| Biocompatibility | ★★☆☆☆ | ★★★★★ |
| Machinability | ★★★☆☆ | ★★☆☆☆ |
| Tool Life During Machining | ★★★☆☆ | ★★☆☆☆ |
| Surface Finish Achievability | ★★★★☆ | ★★★★☆ |
| Weldability | ★★★★☆ | ★★★☆☆ |
| Formability | ★★★★☆ | ★★☆☆☆ |
| Material Cost | ★★★★☆ | ★★☆☆☆ |
| CNC Part Cost | ★★★★☆ | ★★☆☆☆ |
| Prototype Suitability | ★★★★☆ | ★★★☆☆ |
| Large Component Suitability | ★★★★☆ | ★★★☆☆ |
| Aerospace Structural Suitability | ★★☆☆☆ | ★★★★★ |
| Medical Device Suitability | ★★☆☆☆ | ★★★★★ |
| Marine Environment Suitability | ★★★★☆ | ★★★★★ |
| Chemical Processing Suitability | ★★★★★ | ★★★★★ |
Choose titanium or stainless steel when
| Requirement | Preferred Material |
|---|---|
| Lowest component cost | 316 Stainless Steel |
| Easier machining | 316 Stainless Steel |
| Pressure vessels and process equipment | 316 Stainless Steel |
| Large structural components | 316 Stainless Steel |
| Food and pharmaceutical equipment | 316 Stainless Steel |
| Maximum strength-to-weight ratio | Titanium |
| Aerospace structures | Titanium |
| Medical implants | Titanium |
| Weight-sensitive robotics | Titanium |
| High fatigue loading | Titanium |
| Marine hardware where weight matters | Titanium |
| Extreme performance applications | Titanium |
Practiical rule of thumb
Choose 316 Stainless Steel when:
- Corrosion resistance is required
- Weight is not critical
- Cost matters
- Large parts are involved
- Fabrication and welding are important
Choose Ti-6Al-4V Titanium when:
- Weight reduction matters
- Strength-to-weight ratio is critical
- Fatigue performance is important
- Aerospace or medical requirements exist
- The performance gain justifies the higher material and machining cost
A useful engineering perspective is that 316 stainless and Titanium provide comparable corrosion resilience, but Titanium has around half the density, with substantially higher strength. This is available at several times the material and machining cost.
Many Titanium specifications can be evaluated against 316 stainless before final material selection.
Alternative manufacturing routes
Titanium components are not always best machined from billet. Alternative hybrid routes include:
Forging + finish machining
Reduces buy-to-fly ratio, as the forging will produce a near net-shape starting point that requires considerably less material removal.
This offers the additional, and considerable advantage that the forged crystalline structure is much more refined than that of a cast billet, resulting in further increases in strength.
Investment casting + machining
This is suitable for complex geometries and finer sections than CNC can deliver, though post-cast machining can be challenging in these areas.
This hybrid approach can create finer and more complex parts than by forging, and internal galleries (non machined) become practical.
Additive manufacturing + machining
This hybrid approach is excellent for highly optimized, generative design and high complexity aerospace components. It delivers similar capability and finesse to investment casting, with less preparation time and even greater detail and internal gallery capability.
The approach is gaining traction, as additive part precision/quality improves and costs fall.
Powder metallurgy
This approach is useful for selected high-volume applications. The highest growth capability is MIM, metal injection molding, which can make very good quality, well finished parts – but cannot deliver the extreme tolerances required in limited zones of components.
Benefits of titanium CNC machining
- Exceptional strength-to-weight ratio
- Corrosion resistance
- Biocompatibility
- High-temperature capability
- Fatigue performance
- Precision geometry
- Certification-ready components
Limitations of titanium CNC machining
- High material cost
- Long machining times
- Rapid tool wear
- Specialized equipment requirements
- Increased inspection burden
- Longer lead times
Questions to ask a titanium supplier
- Which titanium grades do you machine regularly?
- Do you use through-spindle coolant?
- What tool coatings do you use?
- What titanium tolerances can you hold repeatedly?
- How do you control chatter?
- What DFM changes would reduce cost?
- Do you perform CMM inspection?
- What aerospace or medical experience do you have?
Conclusion
Titanium CNC machining combines some of the most extreme engineering properties available with some of the most demanding manufacturing requirements.
Successful execution of parts depends on more than material selection. Tooling, coolant strategy, workholding, machine capability, inspection requirements, and DFM decisions all influence cost and quality. Engineers who understand these factors can dramatically improve sourcing outcomes, reduce cost, and identify suppliers capable of delivering reliable Titanium components rather than expensive surprises.
Frequently Asked Questions
Why does titanium machining cost so much more than aluminium?
Titanium machines more slowly, consumes more tooling, generates more heat, and requires greater process control.
How do I know if a supplier can machine titanium?
Ask about tooling, coolant delivery, machine capability, inspection processes, and previous titanium experience.
Can titanium be welded after machining?
Yes, but inert gas shielding and contamination control are critical.
Which DFM change reduces cost most?
Increasing internal radii and reducing unnecessary tolerances generally provide the largest savings.





