















Why Overmolding?
Let’s dive into the black art and product transformative capabilities that overmolding encompasses.
What is overmolding and how can it benefit my project?
Overmolding is a widely exploited plastic molding process wherein a substrate or preformed component is encased in, or partially molded over with a secondary material, typically a thermoplastic elastomer or rubber, to create a single integrated product. This substrate can be made of a wide range of materials and by a wider range of processes, but the applied molding will be rigid or elastomer polymer. This involves mounting the substrate into a cavity tool then and then molding material around or onto the substrate, where it bonds and forms a seamless, durable composite with a variety of benefits and applications.
- Improved ergonomics and aesthetics: Overmolding allows for the addition of ergonomically functional and visually appealing features such as soft-touch or textured surfaces, ergonomic grips, color changes, and form variations to the product, affecting function, comfort and aesthetics.
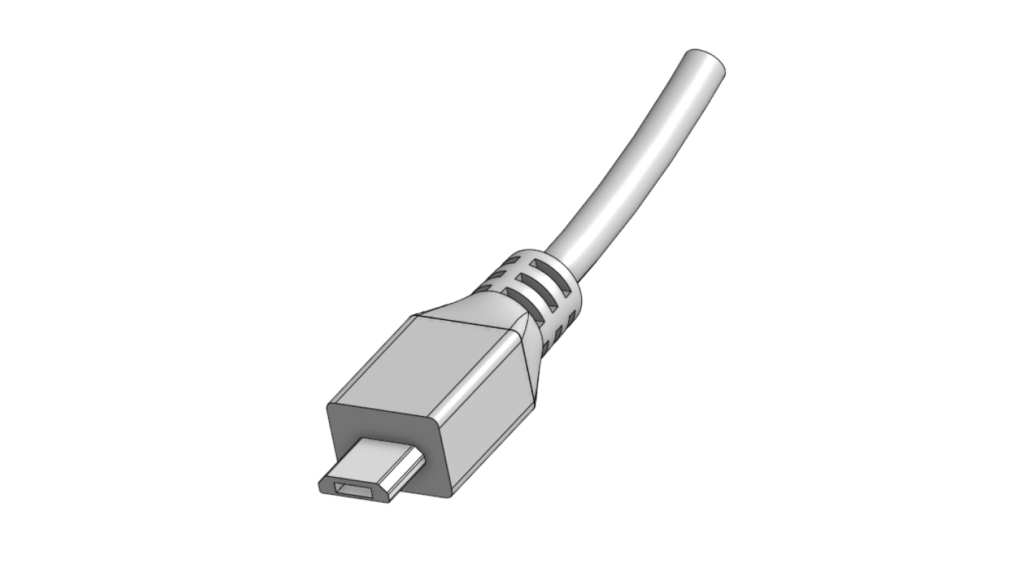
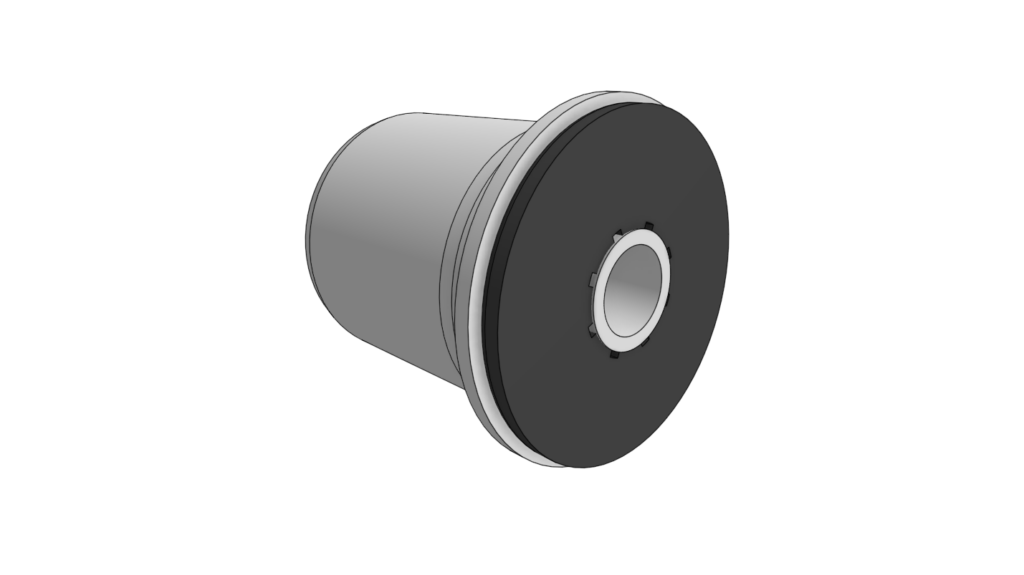
- Waterproofing and sealing: The process can provide high precision and closely conforming a watertight seal around electronic components, connectors, or interfaces, irrespective of the complexity of the part or closure line. Preventing moisture ingress and elevating a product’s products IP rating can dramatically influence usage patterns and durability.
- Vibration damping and shock dissipation: The elastomeric properties of common overmolded materials provide excellent shock absorption characteristics, reducing noise, vibration, and the damaging effect of impact forces on the product.
- Customization and branding: Overmolding allows for the incorporation of color changes, logos, branding elements, and textures into product design, enabling unique visuals and brand differentiation that are typically very expensive to achieve by other routes.
- Reduced labor costs: By aggregating multiple components or manufacturing steps into a single overmolded assembly, the process is a functional embodiment of Industry 4.0 thinking, devolving potentially very complex assembly stages to a fully automated methodology. Despite additional tooling costs, overmolding can often be relied upon to reduce the finished product cost.
- Integration of features: Effective design seeks to extract the maximum value from every part – either by integrating multiple functions into a single part, or forming composite parts that achieve this. The unification of gaskets, seals, strain reliefs and connectors directly into the molded part eliminates assembly of separate components by making the sub -assemblies more intrinsic and composited.
- Material optimization: Overmolding allows for the combination of materials with complementary properties into integrated sub- assemblies: – typically rigid substrates with flexible overmolded materials that optimize performance and function.
Overmolding offers a versatile and cost-effective solution that enhances product performance, aesthetics, and function throughout consumer electronics, automotive, medical devices, toys, sports equipment, wearables and industrial equipment.

Choosing overmolding over other manufacturing techniques
Overmolding has such a wide range of potential applications which can add complexity to the choices made in deciding both the general applicability and also in selecting between the options in process variations.
- The assembly simplicity that overmolding delivers can remove particularly difficult and unreliable processes from human assembly. A prime example of this is the application of seals to product/connector enclosures. While seals can often be high performing using hand fitted seal parts (such as O-rings), when geometries become complex, the hand-fitting of custom molded seals or simple-profile O-rings can pose serious difficulties and leave products invisibly vulnerable to water penetration due to very minor seal displacements.
- Where seals are part of repeat-use insertions, for example in product connections, a permanently retained seal that cannot be displaced by connector removal is likely to be the difference between water exclusion and product failure.
- Where a ‘grip’ is required on a product hand-hold, these CAN be molded as a distinct part and then held in place with an adhesive. This typically involves a wet process for glue application, which is rarely an ideal choice for a mass production process. It’s also the case that gluing rubber onto a substrate and expecting it to withstand prolonged use is less than ideal. A well-selected material pairing (rubber and substrate) can result in a deep chemical bond that is stronger than either material–and the ‘wet’ process is tooled and hands-free.
Overmolding substitutes tooling complexity for assembly complexity, and this can have far reaching effects in product reliability, manufacturing productivity and overall cost of manufacture.
The effects on product design freedom are, if anything, more far-reaching. The ability to integrate multiple rigid and flexible parts into hands-free sub-assemblies and thereby improve product adaptivity to task unleashes aspects of design potential that are key drivers of the impulse towards Industry 4.0, the next industrial revolution.
Overmolding vs. Insert Molding: What are the key differences, and which technique suits my needs better?
Overmolding and insert molding are used to combine multiple materials or components into a single integrated part.
In many respects, overmolding and insert molding are the same. One possibly helpful way to differentiate them is that overmolding typically applies one or more features onto a single substrate, whereas insert molding typically molds a substrate around one or more small components inserted into a mold tool.

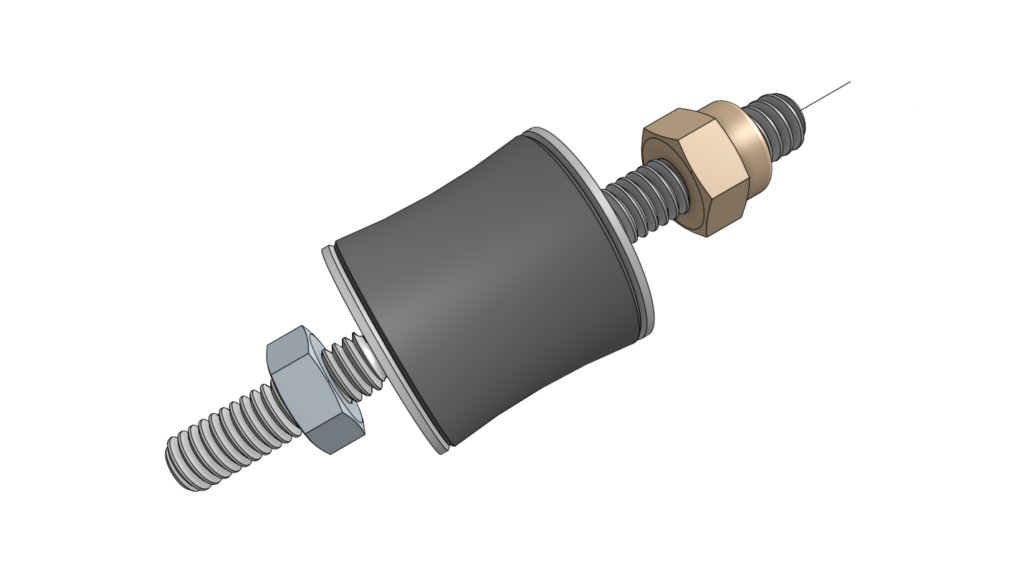
Additionally, overmolding mostly (but by no means always) involves elastomeric features molded onto a rigid substrate. Think of the handle of a power tool, such as a hand-drill, with a rubber grip molded onto rigid plastic. However, the substrate can be a casting, sheet metal, or composite. Think rubber bumpers molded onto a die-cast window stop, or motor vibration buffers molded onto a carbon fiber UAV chassis.
The definitions aren’t hard and fast. Overmolding can completely encapsulate a substrate and even encapsulate AND connect several substrates! The line is blurred in some cases, but mostly much more clear.
- Design: Overmolding allows for greater design complexity and integration of multiple components, materials, features, and functionality into a single part. It is often used to create soft-touch surfaces, ergonomic grips, and multi-functional ‘single’ components.
Insert molding is suitable for adding functional or decorative inserts to a part, such as threaded inserts for assembly, electrical contacts, or reinforcement elements.
- Follow-on processes: Overmolding can streamline assembly processes by consolidating multiple components or manufacturing steps into a single molding operation. While initial tooling costs will be higher, overmolding can provide a net cost-benefit for high-volume production runs, delivering reduced assembly time/labor costs and improved reliability/functionality.
Insert molding may require additional assembly steps to insert and position components before molding, but it can still offer efficiency and cost savings compared to assembling multiple components by hand.
- Materials issues: Overmolding allows for the combination of divergent materials with complementary properties: most commonly rigid substrates with flexible elastomeric overmold features, to deliver improved product performance and additional functionality.
Insert molding requires careful selection of materials to ensure compatibility between the thermoplastic material and the preformed inserts or components. It similarly achieves improved functionality—for example by allowing threaded inserts in plastic moldings, to facilitate disassembly/reassembly, where thread-cutting screws will quickly degrade their receptacle points, rendering fixing points weaker when re-used.
Choose overmolding where the product function/aesthetics demand complex geometries, integration of multiple components, soft-touch surfaces, or tactile branding elements.
Choose insert molding if you need to add functional inserts, reinforcement elements or electrical contacts to one-piece molded plastic parts, or if you have preformed components that need to be integrated rigidly into a molding.
The keys to an effective overmolding execution are direct results of material selection:
- Functional durability: The applied (secondary) material is commonly a thermoplastic elastomer. These are relatively soft and flexible, but prone to tearing and fatigue splitting when over-exercised.
This condition is not a concern in the less common case of the overmolded material being a rigid polymer on a rigid substrate.
In some cases, the overmold can be made of thermoset rubber, which increases the potential resilience considerably. Given the process temperatures of cross-linked rubbers, this is more commonly performed on metal substrates, but it does offer a very durable outcome.
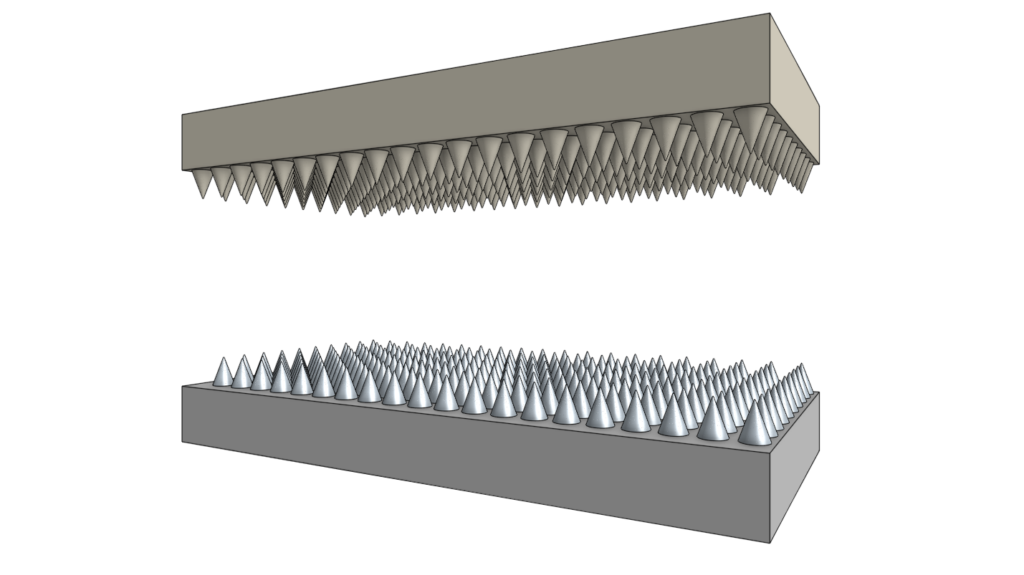
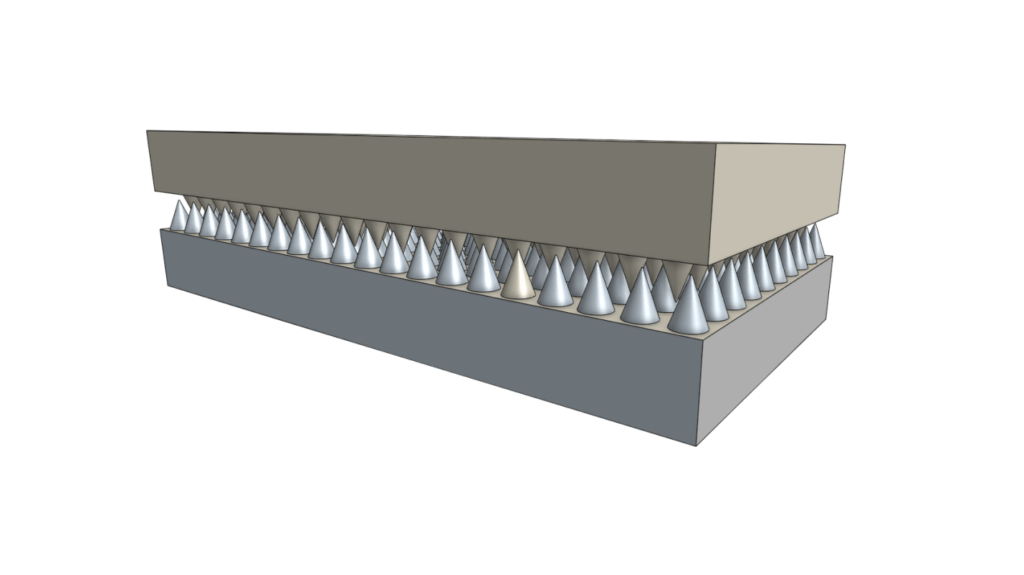
- Chemical adhesion: When one polymer is molded over another, there is a complex interaction at the interface between them:
If they are close in melting points, the secondary molding will induce some limited, local softening (or even melting) at the contact point. This can allow the two materials to coalesce and merge, making the strongest possible bond by making a material transition zone.
Commonly, the substrate has a higher melting temperature than the overmold material and a much more limited interaction takes place. This demands a good electrochemical compatibility between the substrate and the overmold for there to be a strong coupling. To achieve this, a less inert substrate material with ‘available’ valencies is a great help, but it is critical to select an overmold compound that has its solubility and polarity characteristics tuned to match the substrate.
The strongest adhesion results from multi-shot molding, where the substrate has barely had time to solidify before the secondary tooling cavities are applied and the overmold injected. This is the most expensive form of tooling, suited to high-volume parts, but the result is inseparable adhesion that endures heavy use and abuse.
What are the best thermoplastic materials for overmolding in my application?
The range of options for selecting overmold materials is increasing in polymer variety and compatibility range rapidly, as the growth in both application and demand increases. This growth has a complex relationship with the expectation of various markets in the normalization of overmolding, and the huge design freedom that the approach allows in both function and aesthetics.
A particular influence has been the negative feedback between overmolding demand and the cost of tooling. In the 2000s, overmolding was a limited and somewhat specialist tool employed by forward-looking designers and manufacturers. Now, it’s everywhere!
How do I choose between TPE, TPU, and rubber-like materials?
The typical injection-molded elastomer options in overmolding (i.e., the second stage molding over a substrate) are:
- Thermoplastic Elastomers (TPE)
- Thermoplastic Polyurethane (TPU
- Polyurethane (PU)
- Copolyester elastomers (COPE)
- Thermoplastic vulcanizates (TPV)
- Liquid Silicone Rubber (LSR)
- Ethylene propylene diene (EPDM) as a standalone or a copolymer modifier
- Chlorosulphonated polyethylene rubber
- Various fluoropolymers (FKM)
Typical transfer or compression molded thermoset rubbers for overmolding are:
- Butadiene Rubber (BR)
- Butyl Rubber (IIR)
- Ethylene Propylene Diene Monomer (EPDM)
- Nitrile Rubber (NBR)
- Silicone Rubber (SiR)
Typical molded options in the rigid substrate are:
- Polyethylene (PE)
- Polypropylene (PP)
- Acrylonitrile Butadiene Styrene (ABS)
- Polyvinyl Chloride (PVC)
Finally some non-molded substrates are overmolded – examples being:
- Stainless steel
- Die cast alloys
- Carbon fiber and GRP composites
Selecting materials for a substrate/overmold pairing requires these steps:
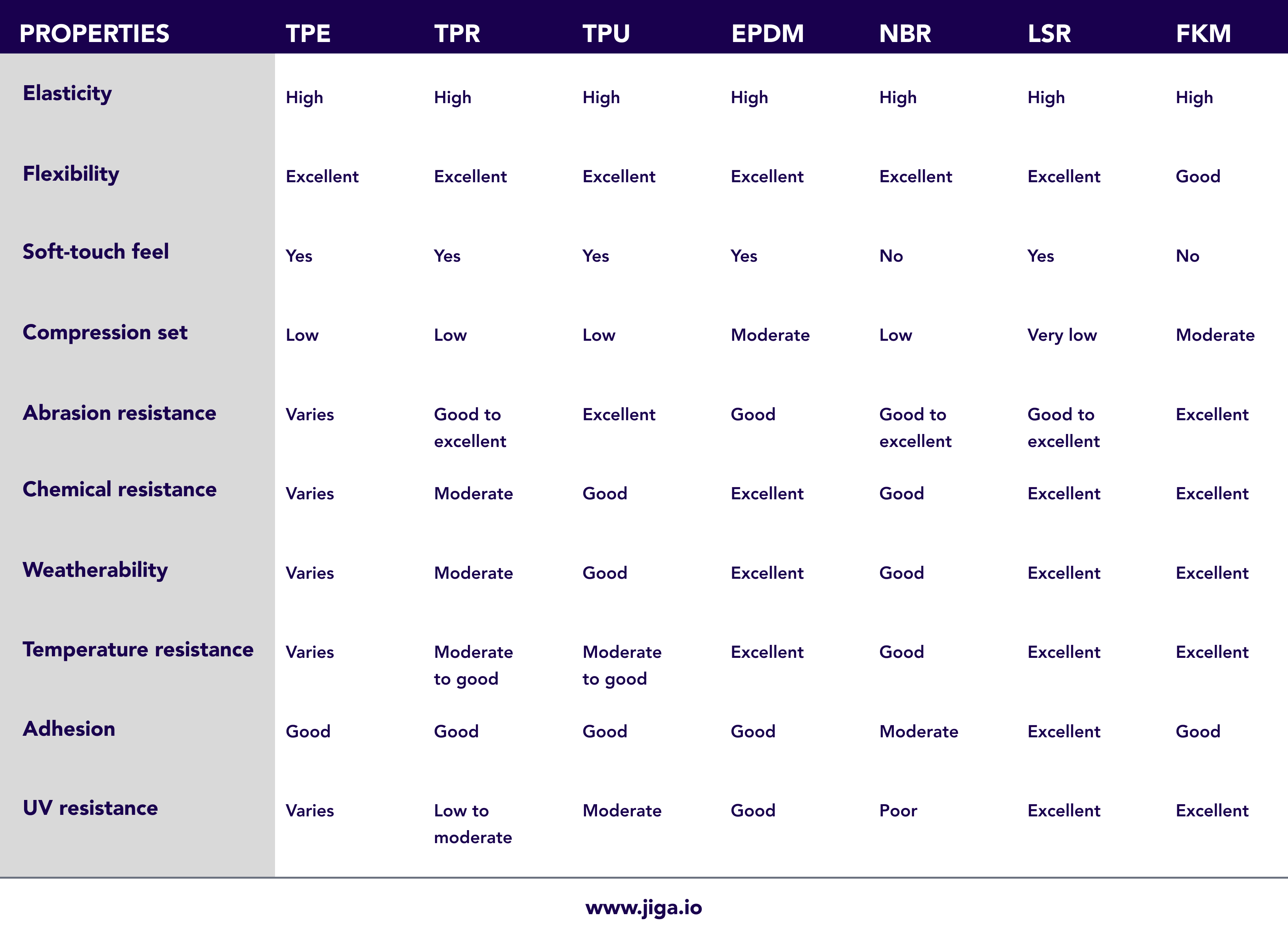
- Get a thorough understanding of the demands your application makes on both materials. TPEs offer excellent elasticity, flexibility, and a soft-touch feel, making them suitable for applications requiring cushioning, branding, or ergonomic features. TPU provides higher abrasion resistance, durability, and good tear strength. Fluoroelastomers offer extreme chemical resilience and durability. Rubber thermoset materials, such as silicone andEPDM, offer a wider range of temperature resistance, making them better adapted for extreme environments.
- Qualify the mechanical, thermal, and chemical properties of each material to ensure compatibility with the application AND with each other. TPEs typically offer better chemical resistance than TPUs, which excel in abrasion resistance and oil resistance. Thermoset materials often provide superior general properties but poor adhesion to most substrates.
- Consider your accessible options in manufacturing processes. TPEs and TPUs are both processed using injection molding, making them very simple to source in molding services. Thermoset materials may require more primitive molding techniques such as compression molding or liquid injection molding, potentially influencing part precision.
- The NET cost of material procurement, processing and part production can be complex to analyze and requires experienced guidance. TPEs are generally cost-effective and offer adequate performance for many applications. TPUs may have slightly higher material costs but can provide enhanced durability and performance. Thermoset materials tend to be more expensive but offer unique properties like biocompatibility and extreme temperature resistance, combined with potential for lower tooling costs.
- You should perform the most thorough testing and validation you can, to ensure the selected materials both couple and perform as required. Most experienced suppliers will be happy to provide evaluation samples for their most common material pairings. Where your needs are more refined and specialized, there may be a sample cost to evaluate the coupling, but this is money wisely invested.
Ultimately, the choice between thermoplastic and thermoset materials depends on finding the right balance between performance, cost and manufacturing considerations for your particular application.
What are the performance characteristics of these materials?
This table outlines the general performance of typical overmolded elastomers:
What are the key tooling, operational and part design considerations for overmolding?
The design process for creating an overmold that is ready for tooling is straightforward in its core concepts but challenging in various regards that will differentiate good-enough from excellent outcomes:
- Substrate/overmold compatibility: Start by selecting one or more options of material pairs that offer the temperature and bonding compatibility that you need. This will apply constraints to the substrate material to withstand the secondary molding process.
A key constraint arises from volume of production and the target cost of the overmolded component. Where volumes are large, tooling costs are easier to accept and this commonly drives the product towards co-molding, where elements of the tool slide out to make space for the overmold, after the substrate is solidified. This can expand material choices as it enables greater adhesion from material pairings that are somewhat less intrinsically compatible.
- Feature geometry: There are varied levels of challenge in designing overmolded features. A single point application of overmolded material is likely to be very simple to use, whereas application of overmold in features at many points can create different challenges.
Essential features are: the required overmolds; any mechanical coupling between the overmold features and the substrate; hidden feeders that allow a single injection point to fill several overmold features; draft angles that allow easy withdrawal of essentially sticky overmold materials; ejector pin placements that avoid overmold stress while the combined materials are ejected as one part; venting to avoid gas traps and voids in the overmold; and clean weld lines where split-flows of overmold polymer rejoin.
- Overmold location: The placement of overmold features can cause tooling issues that must be accommodated. A good and developing understanding of gating scenarios, flow modeling, ejector pin/blade placement will be needed relatively early in the part design process. Without this clear understanding, design iterations are likely to be more intrusive and disruptive, once the tooling design begins.
- Material selection: An early understanding of the balance between the substrate/overmold compatibility and the effect of the two-material choice on the function of the product/component is critical for a well integrated design process. Knowing that the polymers both: offer the necessary product performance: and play well together is critical to specifying materials for a good outcome.
Where the project requirements create particular and narrow material options for either the substrate or the overmold material, these must drive selection which may result in lower compatibility/bonding.
When this occurs, solutions that increase mechanical coupling to compensate for lower chemical coupling become significant design constraints that typically must be accommodated early in the design process, to avoid serious disruptions that could upset an otherwise finished design.
- Manufacturing process: Good design is heavily influenced by preparation for manufacture, right from the concept stage. It requires adherence to best practices in a spectrum of areas in tool design, tool setup and mold machine operation and a developed understanding of their influence on part design:
1. Part lines, particularly in rotating and co-molding tooling, can become complex and require careful design and precision manufacturing (toolmaking) to prevent flash from becoming a quality issue.
2. Design your overmold and material feeder features to deliver flow paths for minimum turbulence.
3. Design molds with features that facilitate efficient overmolding: effective cooling channels for faster cycle times and uniform part cooling.
4. Optimize mold geometry to minimize material waste and ensure consistent part quality.
5. Fine-tune injection molding parameters: tool temperature, barrel temperature, injection pressure, injection speed and dwell time for optimal material flow and part filling. Adjust parameters based on material properties and part geometry to prevent flash, excessive weld lines or sink marks.
6. Use multi-cavity molds where higher production throughput is required, to reduce per-part costs.
7. Employ hot runner systems for efficient material delivery, reduced post-processing and reduced waste.
8. Implement automation for mold loading and unloading to minimize downtime and labor costs.
9. Choose the best possible compatibility between overmold and substrate, but don’t prioritize this over suitability for the intended application.
10. Opt for materials with fast curing times (thermosets) or short cycle times (thermoplastics) to deliver best production efficiency.
- Functional requirements: Designing for effective mechanical properties in overmoldings involves many overlapping and mutually influencing considerations:
1. Choose material pairings with properties that complement each other to achieve the desired mechanical characteristics. Design the overmolded features to exploit the strengths and compensate for the shortcomings of the chosen materials. Find the right balance of hardness, flexibility and tensile strength to deliver the required performance.
2. Ensure compatibility between the overmold material and substrate to promote strong adhesion and prevent delamination. Conduct compatibility tests and use supplier databases and samples to validate your conclusions.
3. Focus equally on the compatibility of the two materials with the usage conditions – flex and stretch challenges, chemical compatibility, operational temperature, rebound properties and more. Use sample tests on material swatches or molded samples to confirm performance.
4. Design parts with geometry that enhances mechanical properties and exploits/compensates for strengths /weaknesses. Incorporate ribs, gussets and fillets to reinforce areas prone to stress or improve flexibility/elastic properties. Ensure features provide enough flow area and blend smoothly to reduce turbulence.
5. Optimize material distribution during overmolding to achieve uniform mechanical properties across the part. Consider gate placement, flow patterns and packing pressure/dwell time to minimize inconsistencies.
6. Use ribs strategically to improve stiffness and durability without adding excessive weight. Take care to design rib thickness and spacing so they don’t create shrinkage and flow issues.
7. Enhance impact resistance by designing parts with features that absorb or distribute impact energy, such as ribbed structures, energy-absorbing zones, concealed thickness, or progressive load-spreading features that engage under distortion.
8. Incorporate wear-resistant materials or surface treatments to improve the durability of overmolded parts, especially in high-wear applications. Consider how surface textures will wear as the product is used and try to allow for changes that minimize cosmetic degradation. Compensate for contact by enhancing elastic distortion AND traction to increase stretch and reduce abrasion.
- Aesthetic considerations: These deliver enhanced visual appeal and brand identity, which are often a primary or secondary functions of the overmold.
1. Select materials and shades that complement each other and align with the brand’s aesthetic. Use contrasting or complementary colors to create visual complexity, and potentially using more than one color of overmold for dramatic visual impact.
2. Select surface finishes that benefit the tactile and functional experience and appearance of the product, such as matte, glossy, textured or soft-touch finishes and changes of surface finish on individual surfaces to indicate function. Give some consideration to the effect of wear on the tactile and visual properties of the product. Can you direct the wear and appearance changes with varied textures?
3. Incorporate logos, branding, or theme-appropriate patterns into the overmold to reinforce brand identity. Utilize embossing, debossing or in-mold decoration (IMD techniques) for crisp, permanent branding.
4. Design parts with aesthetically gratifying contours and transitions to create visually appealing shapes. Exploiting advanced ergonomics in component design can enhance design AND visual impact.
5. Ensure consistency in color, texture, and finish across overmolded parts, for a coherent appearance. Color matching and quality control measures are imperative for uniformity.
6. Consider using transparent or translucent materials for overmold features to showcase underlying components, act as integrated lightguides etc.
7. Use prototypes or mockups in close corollary materials and final forms to visualize the final aesthetic design and gather feedback to inform the design process. Rapid prototyping and skilled cosmetic modeling techniques can quickly iterate and refine the aesthetics.
- Testing and validation: Testing for validation of chosen overmold materials and feature design to confirm the performance, durability and quality of overmolded parts. Prototype early and well, to ensure your direction is right, from the earliest possible stage. Test raw material samples, first shots from tooling, and prototypes (where applicable), to converge your understanding of design/materials performance issues BEFORE they are issues.
1. Material testing equips you to evaluate tensile strength, elongation at break, hardness, chemical resistance, flex durability, and adhesion. Test samples of both materials individually and as a bonded assembly to ensure compatibility and mechanical integrity.
2. Adhesion by peel and shear tests can assess the bond strength between the substrate and overmold materials. Typically, material suppliers will be able to offer swatches/samples so you can compare performance even before design is advanced. Surface treatments or adhesion promoters can enhance adhesion, but these can be harder to assess unless the supplier of the treatments (or the overmold/substrate materials) has appropriate capabilities.
3. When the design is sufficiently advanced for tooling to have been made, mechanical tests for tensile testing, flexural resilience, and impact tolerance assess the mechanical properties of overmolded parts.
4. Overmolded parts can be subject to environmental testing to simulate realistic operational conditions and endurance under temperature extremes, humidity, UV exposure, and chemical exposure. Evaluate material degradation, material decoupling, colorfastness and dimensional stability over time. Consider highly accelerated life testing (HALT) for the most critical applications.
5. Perform dimensional inspections using coordinate measuring machines (CMMs) or other metrology tools to verify that overmolded parts meet dimensional tolerances and specifications. Ensure that features such as mating surfaces, snap fits, and alignment features are within the acceptable limits.
5. Build prototypes and production runs of overmolded parts for functional testing and validation. Evaluate fit, form, and function to identify design flaws, manufacturing challenges, and performance concerns throughout the development process. Field testing of real parts in real conditions will validate performance and durability and tell you where your design process may have missed the mark! Complacency is the enemy of timeline and budget adherence.
How can I optimize the design to enhance functionality and manufacturability?
Optimizing an overmold design must consider both functionality and manufacturability. This involves a careful consideration of these factors:
- Begin by clearly defining the functional requirements: how it will be used, the stresses it will undergo, and any application-specific performance needs.
- Choose the overmolding process that fits your application. Select from: insert molding, two-shot molding or overmolding onto a substrate. Each has advantages and limitations, so proceed with caution and seek knowledge/advice.
- Choose materials that are compatible with each other and the expected operational conditions. Consider and test for durability, flexibility, chemical resistance, and adhesion properties.
- Design the overmold with ease of assembly front-of-mind. Avoid unnecessary complexities that might obstruct the assembly process.
- Design the overmolded part for function and manufacturability. Consider wall thickness, draft angles, ribbing, surface textures and features that improve strength, aesthetics and moldability.
- Work closely with tool designers and toolmakers to develop high-functioning tools. Consider gate placement, part lines, ejection issues, flow analysis, and cooling channels to deliver consistent quality.
- Develop prototypes of the overmolded part to validate/test the design for assembly and functionality.
- Use data from testing and prototyping to iterate the design before committing to tooling.
- Consider cost implications throughout the design process. Balance the benefits of various design features against their impact on finished product costs.
- Document your design decisions and manufacturing processes to ensure consistency, clear understanding, and quality outcomes during manufacturing.

What are the common design pitfalls in overmolding?
There are both common and more obscure design pitfalls that can arise when designing overmoldings:
- The easiest mistake to make is choosing incompatible materials or materials with poor adhesion properties, which can result in delamination or poor bonding. Ensure the use of appropriate chemical adhesion promoters and surface preparation, if necessary.
- Designs with sharp corners, inadequate draft angles or inconsistent wall thicknesses can result in molding defects such as ejection damage, sinking, warping of the substrate and even voids/gas traps.
- Poorly located gates can cause flow/pressure imbalances, distorted weld lines or cosmetic defects from turbulence. Gate placement should ensure uniform filling and minimal stress concentrations, and this requires experience and smart tool design.
- Features such as undercuts or overlaps can complicate the molding process and increase the risk of part ejection issues or mold damage. Designing for easy part release is essential in overmolding, as hang-ups can easily result in tearing of soft overmold polymers.
- Poorly managed material flow during charging can deliver incomplete filling, air/gas traps and weld lines. Design of the overmold and the tool should focus on smooth and undisturbed material flow during injection.
- Overmolding materials with significantly different shrinkage rates can result in warping or dimensional instability in the finished part, particularly in two-shot molding.
- Insufficient bonding area will compromise durability. Ensure adequate surface preparation and bonding area for optimal adhesion.
- Overly complex designs can increase manufacturing complexity and costs, particularly where extensive galleries of waste material are required. Simplify designs where possible to improve manufacturability.
- Neglecting tolerance requirements will deliver poor fit and assembly difficulties between overmolded parts and mating components. Overmold parts that drag badly in assembly can misfit or tear, reducing their usefulness.
- Skipping or minimizing prototyping and testing phases can lead to uncomfortable and expensive surprises at tool trials. Prototyping serves to thoroughly and thoughtfully validate the design and assembly process outcomes. This will identify potential problems and allow necessary adjustments before committing to the cost of tooling.
Why is DFM important in overmolding?
Design for Manufacturability (DFM) is crucial in overmolding for several reasons:
- DFM principles serve to streamline the manufacturing process by designing parts that are more cost-effective to produce and easier to assemble with lower -skill requirements. This integrates several stages: minimizing complex geometries, optimizing component fits, simplifying fasteners, reducing tooling complexity, and selecting more apt materials and processes.
- By designing parts with manufacturability in mind, fewer manufacturing defects and variations will occur, leading to higher-quality and more consistent parts.
- DFM equips the designer to identify and address manufacturing challenges early in the design process, reducing the risk of costly production delays, design iterations.
- Overmolding can be a complex and moderately risky manufacturing process, especially when combining unusual materials for taxing applications or overmolding onto intricate or delicate substrates. DFM gives early support for the feasibility of the overmolding process by considering later-event factors early in the process.
- Well-executed DFM facilitates the design, manufacturing, and operation of mold tools for overmolding. By designing parts that are compatible with best-practice tooling methods and manufacturing equipment, you can reduce tooling lead times and costs, often significantly.
- Overmolded parts often need to be assembled with other components or assemblies with precise and aesthetically quality fits. DFM drives easy part interactions, reducing labor need during final assembly.
- DFM should help develop early confidence that part designs are scalable and reproducible. Low specialization in the supply chain is a prime example, as parts produced through long production runs and across various manufacturing facilities deliver consistency.
How to engage with suppliers early in the design process for better outcomes.
Interaction with carefully selected suppliers can offer valuable insights, even early in the design process. It is crucial that precise knowledge and experience are applied throughout, to deliver better outcomes. Overmolding requires careful coordination between ideation, development, prototyping and manufacturing service providers—from concept to mass production—to be assured of a great outcome.
- Identify suppliers with a strong track record in overmolding, particularly those with experience in your industry. Look for suppliers who can provide both the materials and the manufacturing capabilities required for your project.
- Develop open lines of communication from the outset. Regular meetings, clear documentation, and shared goals will help ensure everyone is on the same page. Use digital collaboration tools to keep everyone informed and aligned.
- Provide suppliers with comprehensive design specifications and requirements early on. Include details on:
Materials: Type of materials to be overmolded, their properties, and any specific requirements.
Design Specifications: Detailed drawings, 3D models, and any critical dimensions or tolerances.
Performance Requirements: Functional requirements, environmental conditions, and any relevant regulatory or compliance standards.
- Include suppliers in your design review process. Their expertise can provide valuable insights into the manufacturability and potential challenges of your design. They can suggest modifications to improve the overmolding process, reduce costs, and enhance product quality.
- Work closely with suppliers to select the best materials for both the substrate and the overmold. Consider factors such as adhesion, compatibility, durability, and aesthetics. Suppliers can often suggest alternative materials that you may not have considered.
- Develop prototypes early in the design process and conduct thorough testing. This helps identify potential issues before mass production. Collaborate with suppliers to refine the design and process based on test results.
- Gain a deep understanding of your suppliers’ capabilities, including their equipment, processes, and quality control measures. This knowledge can help you design more manufacturable parts and set realistic expectations.
Work with suppliers to develop a detailed plan for the overmolding process. This should include:
Process Parameters: Optimal settings for molding, such as temperature, pressure, and cycle times.
Quality Control: Inspection criteria, testing procedures, and acceptance standards.
Logistics: Lead times, delivery schedules, and any special handling requirements.
- Build a partnership with your suppliers based on trust and mutual benefit. Regularly review performance, address any issues promptly, and seek feedback for continuous improvement.
- If feasible, consider co-locating design and manufacturing teams or conducting regular on-site visits. This can enhance collaboration, facilitate problem-solving, and speed up the development process.
By engaging suppliers early and integrating their expertise into your design process, you can significantly improve the outcomes of your overmolding projects. This collaborative approach ensures that the final product meets quality standards, performance criteria, and customer expectations.
- What specific DFM guidelines should be considered for overmolding?
The overmolding process step from concept to mass production are:
- Concept and design: Analyze and define the purpose, functionality, and aesthetic requirements of the overmolded part, define the intention and the operational parameters expected. Create detailed CAD models for both the substrate and the overmold, refining these for manufacturability, best practice in material and functionality, terms and aesthetics.
- Material selection: Choose a material for the substrate that delivers the required strength, flexibility, cost and compatibility with the proposed overmold material. Select an appropriate overmold material (e.g., TPE, silicone rubber) that is bond-compatible with the substrate and meets the application’s performance requirements.
- Rapid prototyping: Produce prototypes using techniques like 3D printing or CNC machining to validate design and material choices. These prototypes will typically consist of separate components for the substrate and overmold which are hand-assembled for testing.
However, co-printing options such as the dual material version of material jetting or FDM/FFF, can produce one-piece outcomes, although with material restrictions.
An additional option is to 3D print the rigid substrate and then 3D print a cavity tool into which the substrate can be placed, with galleries and cavities to allow the overmold component to be directly applied using silicone rubber, urethane rubber and potentially even vacuum-cast TPE.
With the substrate/overmold pair modeled by whatever means are available, testing of performance, assembly processes and aesthetics can be undertaken. This will allow design iterations and process planning that should ensure a great outcome in production.
- Mold design/build: Design the injection molds for both the substrate and the overmold, ensuring proper flow, cooling, and ejection mechanisms. This may be a two-tool solution or a dualshot molding approach. This is typically defined from the volume of product required and the budget available for tooling.
- Tool trials and parameter optimization: Tool trials can quickly establish and optimize process parameters—such as injection speed, pressure, dwell time and cooling time—through trial runs.
- Pilot runs: Conduct small-scale production runs to validate the entire manufacturing process and make necessary adjustments. Ideally,when prototyping has been both thorough and informative, it is possible to move directly from tool trial to pilot build, delivering sufficient parts for pilot production of the finished assembly.
Ideal conditions rarely eventuate, so be prepared for some tooling and potentially design adjustments to improve performance, manufacturability, and quality, before mass production can commence. If these adjustments are small, you’ve done well!
What are the influences of substrate selection and insert molding in the design process?
Substrate selection and insert molding significantly influence the design process of overmolded parts:
Substrate selection is driven by:
Material compatibility that delivers bonding with the overmold or insert mold material:
Mechanical properties of the substrate meeting the needs of the application:
Thermal properties of the substrate must allow stability during the overmolding process, preventing warping or deformation.
Surface finish impacts adhesion quality and aesthetic outcomes, with rougher surfaces often providing better bonding.
Insert molding design drivers are:
Wise use of design complexity, as insert molding allows for the integration of complex geometric parts that can integrate multiple functions, reducing assembly steps and improving product integrity. Reducing secondary assembly operations can have significant value and support greater complexity in the insert molding parts/process.
Material properties must be selected to withstand the overmolding process’s thermal and mechanical stresses without degrading or deforming AND provide the necessary performance in the product.
Manufacturing considerations can dominate, as precise mold design is required to ensure correct insert placement and to rescue handling/fitting wear in the tooling. This can significantly affect the overall molding process speed/labor.
What material selection strategies should I consider for optimal results?
For optimal overmold results, consider these material selection strategies:
- Ensure the substrate and overmold materials bond well to prevent delamination.
- Select materials with similar thermal expansion rates to avoid warping and stress during cooling.
- Match material properties to the application’s load-bearing capacity and wear resistance requirements.
- Choose materials that provide the required flexibility (or rigidity) for the final product.
- Select materials with manageable flow characteristics when the geometries/flow paths are likely to be more complex.
- Account for material shrinkage rates to maintain dimensional accuracy.
- Ensure materials can withstand exposure to conditions prevalent in the application.
- Balance performance with material cost.
- Ensure materials are readily available to avoid production delays.
The only serious consideration that applies for insert molding – in addition to all of the above – is selecting an insert material that will not be overheated/damaged during the overmolding process.
Overmolding enhances product and is commonly cost-effective in many applications due to its ability to enhance functionality, aesthetics, and ergonomics while reducing part count, assembly labor and potential inaccuracies or faulty assembly.
- Consumer electronics: Devices like smartphones and game controllers benefit from soft-touch overmolding for improved handling, better aesthetics and shock resilience. They can also be more effectively protected from the environment by achieving elevated IP ratings without high levels of additional labor.
- Medical Devices: Overmolding provides a seamless, easy-to-clean surface for medical instruments and handles, improving sterilization outcomes. Integrated seals in medical fluid-handling equipment can make their use more reliable and simpler.
- Automotive: Components such as knobs, buttons, and grips benefit from overmolding for better user interaction, aesthetics, and durability.
- Tools and industrial equipment: Power tools and industrial equipment handles are often overmolded for better grip and vibration damping.
Medtronic PlasmaBlade surgical instruments use overmolding to produce surgical instrument handles that combine rigid substrates with soft-touch surfaces. This design improves the surgeon’s grip and control while ensuring that the handles can withstand repeated sterilization cycles.


Nike sports equipment employs overmolding in their athletic gear, such as in shoe soles and grip-enhancing sports equipment. Overmolding different materials allows for customized traction, flexibility, and support.

Ford automotive interiors use overmolding to create soft-touch surfaces on interior components, such as dashboards and door panels. This process integrates soft, tactile materials with structural components.
These case studies highlight how overmolding can be innovatively applied across various industries to enhance product functionality, durability, ergonomics, and user experience. Through these examples, the versatility and value of overmolding in modern manufacturing are clearly demonstrated.
Detailed steps in the production process for overmolding
A typical second-shot overmolding, the most widely employed approach, involves the stages. This form involves an overmold applied to a pre-molded substrate – in a tool with hot runner devices fitted:
1. Mount the overmold tool to an appropriate molding machine and the set parameters to the required values.
2. Prime the machine hopper with the required thermoplastic granules (typically a thermoplastic elastomer).
3. Charge the barrel of the machine and begin the melt processing.
4. Close the tool without substrate mounted, and purge the nozzle of air bubbles and fill the tool galleries, once the hot runners are up to temperature.
5. Open the tool and clear any waste material from the purge cycle(s).
6. Mount a substrate into the tool. Preheat the substrates to enhance bonding.
7. Close the tool and begin injection.
8. Raise injection pressure to the specified level to charge the overmold cavities and hold pressure for the specified dwell time.
9. Complete the cooling cycle and release pressure at the appropriate time.
10. Open the tool and extract the ejected part as the cavities separate.
What are the primary cost factors in overmolding production?
Overmolding carries a series of cost burdens that must be considered in the final component/product price:
- The design of overmolded parts requires more time and more skill, if results are to meet expectations.
- Prototyping of overmolded parts and subsequent testing will both cost more and take longer than prototyping multi-part assemblies.
- An additional tool is required, though this is only a significant extra cost burden if the multi-part alternative design does not require custom injection molded rubber parts. In many cases, multi-part rubber solutions will use lower cost tooling methods than would an injection-molded overmold. Tooling costs for injection molded overmolds tend to be higher under most conditions.
Once tooled, the production process tends to be lower cost than non-overmolded alternatives, as fewer parts must be assembled, part bonding is intrinsic (rather than by adhesive-based) and quality issues are easier to manage.
Comparing costs of overmolding with other manufacturing processes
In essence, overmolding costs more to establish and less to manufacture than alternative methods of delivering similar results.
It is on this basis that the choice to overmold is driven by these factors:
- High-volume production, wherein the extra setup costs are amortized over large numbers of parts, and therefore carry lower per-product significance.
- Critical and high cosmetic results can be hard to reliably manufacture by alternative methods, increasing the RoI on overmolding setup costs.
- The additional labor involved in non-overmolded designs can be a significant burden on a per-product basis, altering the economics of marginal cases considerably.
- Where the overmolding serves a function critical purpose, such as sealing an IP-rated product, the value proposition of overmolding can be overwhelmingly beneficial.
- QA and rework costs can be moderately reduced by overmolding, as it can be a very easily validated and highly reliable process.
On balance, overmolding costs more to develop and productize/prepare for production,but pays back handsomely in product quality, reliability, and volume-related costs.
Ensuring high-quality outcomes in overmolded products involves several techniques that address design, material selection, mold design, process control, and quality assurance. Early investment and thorough development yield the best results and the least in-production issues needing correction.
- Choose materials for the substrate and overmold that are chemically compatible to ensure good adhesion.
- Match the thermal and mechanical properties of the two materials to prevent issues such as warping or delamination.
- Create prototypes and thoroughly test design and material choices before tooling.
- Use feedback from prototypes to refine the design, materials, and process parameters.
- Use CAD/CAM software and mold flow simulations to adjust part design and discover potential issues before designs are finalized and tooled.
- Design using sufficient drafts and carefully placed piercings/undercuts to optimize mold filling, simplify gallery structures, ease part ejection and impose good linearity of flow.
- Incorporate features: interlocks/piercings, grooves and textured surfaces that create mechanical coupling between materials, compensating for variations in chemical bonding that might occur.
- Ensure high-precision mold making to achieve tight tolerances and deliver consistent part dimensions in long runs of molding.
- Integrate smart and efficient cooling channels within the mold to reduce cycle times.
- Use hotrunners to reduce material waste and improve part consistency.
- Integrate adequate venting to prevent air entrapment and ensure complete filling of cavities.
- Adjust molding parameters—temperature, pressure, dwell, cooling, and injection speed to encourage laminar flow and good bonding.
- Shorten cycle times but don’t sacrifice part quality; avoid defects.
- Pre-heat the substrate or inserts to enable stronger adhesion and reduce thermal stress.
- Use in-process monitoring systems (both human and automated) to detect and correct part deviations in real-time.
- Conduct thorough inspections of parts, including visual inspections and measurements using tools like coordinate measuring machines (CMM).
- Perform mechanical and functional testing to verify that the overmolded parts meet performance specifications. Batch test to validate stability of production over long runs and between batches.
- Apply surface treatments like plasma treatment or priming, to the substrate to enhance adhesion.
- Anneal if required to relieve internal stresses and improve material properties.
- Ensure that operators and technicians are well-trained in and familiar with overmolding processes and techniques.
- Implement continuous improvement programs to regularly evaluate and enhance production processes.
How does overmolding impact the durability and performance of the final product?
Well-executed overmolding significantly enhances the durability and performance of the final product:
- Improved structural integrity comes from a strong bond between the materials, increasing overall strength and reducing the risk of delamination compared with assembled and glued/retained parts.
- Enhanced durability results from the extra layer of protection an overmold offers, improving resilience to wear, abrasion, vibration, and impact.
- Overmolding provides effective sealing against moisture, dust, and other contaminants, enhancing longevity compared with more complex and less reliable separate seal elements.
- Overmolding offers better grip, comfort and tactile feel, improving user interaction, and reducing vibrations and shocks, protecting internal components and improving operational stability.
- Overmolding facilitates the integration of complex shapes and functional/appealing features.
- Overmolds provide soft buffers in rigid assemblies, to reduce the effect of vibrations.
How can I effectively collaborate with application engineers during the product design phase?
Collaborating effectively with application engineers during the overmold product design phase is key to ensuring that the final product meets the targeted performance, functionality, and manufacturability requirement. These key strategies facilitate successful collaboration:
- Establish clear communication channels with regular meetings,video calls, and a collaborative design platform, including agile project management.
- Extract insights from stakeholder and supplier leveraging their expertise through detailed information about the intended use, environmental conditions, and performance expectations of the product.
- Involve manufacturing engineers early in the design process through brainstorming sessions and concept reviews to ensure alignment on key design decisions. Seek their input on material selection, manufacturing methods and DFM approaches.
- Share the results of prototyping and testing that best reflect the intended design and functionality of the product. Stakeholder reviews can be highly informative in design optimization.
- Address technical challenges proactively to identify technical challenges and design constraints early in the process.
- Iterate and refine designs based on reviews from production engineers throughout the development process.
What are some best practices for integrating overmolding into existing designs?
Integrating overmolding into existing designs requires careful consideration of a spectrum of factors to ensure successful implementation.
- Evaluate design compatibility by considering factors such as part interfaces geometry, material selection, and assembly requirements. Identify aspects where overmolding can add value or enhance product performance without corrupting the existing function or aesthetics.
- Evaluate the compatibility of the existing substrate material(s) with potential overmold materials to ensure proper adhesion and bonding. Make sure changes to the substrates will not have unintended negative or disruptive consequences. Validate proposed material combinations thoroughly.
- Engage with material suppliers and mold manufacturers early in the design process to leverage their expertise and guidance.
- Seek input on material selection, mold design considerations, and process optimization to ensure successful integration of overmolding.
- Modify the existing design to accommodate overmolding requirements, such as draft angles, undercuts, and gating locations.
- Optimize part geometry and wall thickness to facilitate proper material flow and ensure uniform filling of the mold cavity.
- Develop prototypes to validate the overmolding process and assess the performance of the integrated design.
- Conduct iterate testing to evaluate the mechanical properties, dimensional precision needs, and functionality of the overmolded parts.
- Evaluate the relative benefits of modifying existing molds versus designing new molds.
- Consider tooling costs, lead times, and production volumes when planning the integration of overmolding into existing designs.
- Document all design updates to ensure clear communication at the changeover.
- Provide clear, and readable documentation to suppliers and manufacturers for implementation of overmolding.
- Establish QA procedures to monitor overmolding for consistency and reliability.
- Implement inspection and testing protocols to verify adherence to specifications and performance requirements.
What are the emerging technologies and materials in overmolding?
Emerging technologies:
- 3D printing, additive manufacturing and hybrid manufacturing – combining 3D printing with traditional overmolding to create complex, plastic-plastic, plastic-metal, and metal-rubber parts.
- Accelerating the development and testing of overmolded prototypes using additive manufacturing technologies.
- Automated and robotic systems facilitating precision placement using vision systems to precisely place inserts and substrates, improving accuracy and repeatability over manual processing
- Automated inspection and quality control systems to inspect overmolded parts for defects in real-time, adjusting parameters on a single shot basis, rather than a slow, batch-based review approach.
Advanced mold design and simulation:
- Mold flow analysis through increasingly advanced and easy-use simulation software to optimize mold design, material flow, and process parameters.
- Conformal cooling channels into molds to enhance cooling efficiency and reduce cycle times. The use of additive-manufactured cavity elements allows non machinable cooling channels to drive precise cooling.
- Multi-shot and multi-material molding, diversifying available approaches to release further design constraints and enhance product performance.
Sequential overmolding through multi-shot, multi-barrel injection molding machines to overmold multiple materials in a single process cycle.
Complex layering, creating products with complex material laminations for enhanced functionality and performance.
Emerging materials:
- Thermoplastic elastomers offer enhanced performance, including improved flexibility, durability, and chemical resistance.
- Sustainable options via bio-based and recyclable TPEs.
- High-performance engineering plastics offer enhanced properties like PEEK (Polyether Ether Ketone) and PPS (Polyphenylene Sulfide) that provide superior mechanical and thermal properties when applied as overmolds or substrates. These materials are used in high-stress applications such as aerospace, medical devices, and automotive components.
- Conductive and antistatic materials for electronics applications in electronic housings and components, EMI shielding: Materials that offer electromagnetic interference (EMI) shielding for sensitive electronic devices.
- Biodegradable and Eco-Friendly Materials:
- The increasing use of biodegradable and eco-friendly materials for overmolding to reduce environmental impact. Development of overmolding materials derived from renewable resources, such as plant-based polymers.
- Liquid silicone rubber( LSR) offers improved precision for intricate designs and is used in medical and consumer applications for its biocompatibility and flexibility. It typically provides high resistance to temperature extremes and chemicals.
- Integration of smart materials for sensors and electronics within overmolded parts for smart applications like IoT devices and wearable technology. Also potential for 4D overmolds that undergo thermal or electrically driven shape-change for applications yet unimagined.
What future trends should I be aware of to stay ahead in overmolding applications?
To stay ahead in overmolding applications, it’s important to be aware of several near-future trends that are currently or almost reshaping the sector:
- Internet of things (IoT) for real-time monitoring and control of overmolding processes to enhance efficiency and reduce downtime.
- Big data and analytics to optimize production parameters and predict maintenance needs.
- Collaborative robots (Cobots) that work alongside human operators, improving flexibility, precision, and productivity in materials handling.
- Advanced vision systems and AI-driven inspection technologies to ensure consistent product quality.
- Using 3D printing for rapid production of molds and tooling. This enables the creation of complex, customized overmolded parts and cooling channels that were previously difficult or impossible.
- Development of new polymers with enhanced mechanical, thermal, and chemical properties for demanding applications.
- Increasing use of sustainable materials that are biodegradable or made from recycled content.
- Growing use of materials that offer electrical conductivity or antistatic properties for electronic and wearable devices.
- Exploration of self-healing materials that can repair minor damages, extending product life, and durability.
- Designing products for easy disassembly and recycling, aligning with the principles of a circular economy, which requires automated systems for the recovery and reuse of materials from end-of-life products.
- Increasing demand for biocompatible and sterilizable materials for medical applications.
- Overmolded components playing an increasing part in wearable health monitoring devices, combining comfort with functionality.
- Focus on lightweight materials to improve fuel efficiency and reduce emissions in automotive applications.
- Ramping demand for functional overmolded components in electric vehicles (EVs), such as electrical connectors/insulators and shock mounts.
- Trend towards smaller, more compact electronic devices driving the need for increasingly precise overmolding.
What are the key takeaways from considering overmolding for my project?
Considering overmolding for your project offers several key advantages:
- Strong bonding between materials improves structural integrity and wear resistance that is hard to deliver with separate and coupled components.
- Overmolding enables complex designs, multifunctional parts, and aesthetically gratifying finishes.
- Improved grip, comfort, and vibration dampening enhance user experience.
Key Considerations:
- Ensure material compatibility for optimal adhesion and application performance.
- Fine-tune injection parameters and mold designs for quality and efficiency, operate dynamic QA to maintain overmold quality as batches progress and between batches.
- Weigh the costs of materials and tooling against the benefits of improved product features and performance, in order to be able to commit to the product uplift that overmolding delivers.
How can I apply these insights to enhance my product design and manufacturing process?
To achieve the enhancement of your product design and manufacturing process that results from well-applied and carefully executed overmolding:
- Incorporate overmolding considerations at the initial design stage for seamless integration.
- Choose materials that deliver optimal product performance, durability and aesthetics.
- Work closely with application engineers, mold designers, and material suppliers to optimize both design and manufacture of your product.
- Develop and test prototypes to validate design and material choices in near-real-time.
- Use simulation, mold flow analysis and experienced reasoning to fine-tune part design, injection parameters and mold design
- Conduct a cost-benefit analysis to ensure that the enhanced features justify the investment in overmolding. Placing a ‘value’ on intangibles such as product improvement, product aesthetics, reduced warranty returns etc can be hard to quantify. However, consideration of these is generally the tipping point in justifying use of overmolding in a product range for the first time.





